Inspection method of roller surface laser cladding repair layer
A laser cladding, roll surface technology, applied in material analysis by optical means, analysis of solids using sonic/ultrasonic/infrasonic waves, measurement devices, etc. Defects, good quality effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] The surface of the finishing roll of a steel factory was repaired by laser cladding method. The surface hardness of the original roll was 60-70HRC. The total length of the fusion line in the repaired area was about 2000mm, and the area of the repaired area was about 250,000mm. 2 .
[0031] Ultrasonic flaw detection is used to detect flaws in the entire repaired layer area, and there is no defect; flaw detection is carried out within 20mm near the fusion line between the repaired layer and the original roll surface, and there is no defect, which meets the requirements.
[0032] Measure the unevenness of the fusion zone between the repaired layer and the original roll surface. The measurement position is on a straight line perpendicular to the fusion line, with a distance of 50 mm. The repaired layer and the original roll surface area each account for 50%. The extreme difference of surface roughness is 0.5mm, which meets the requirements.
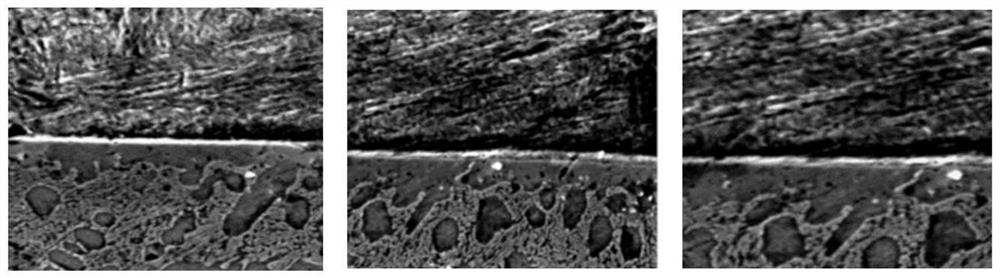
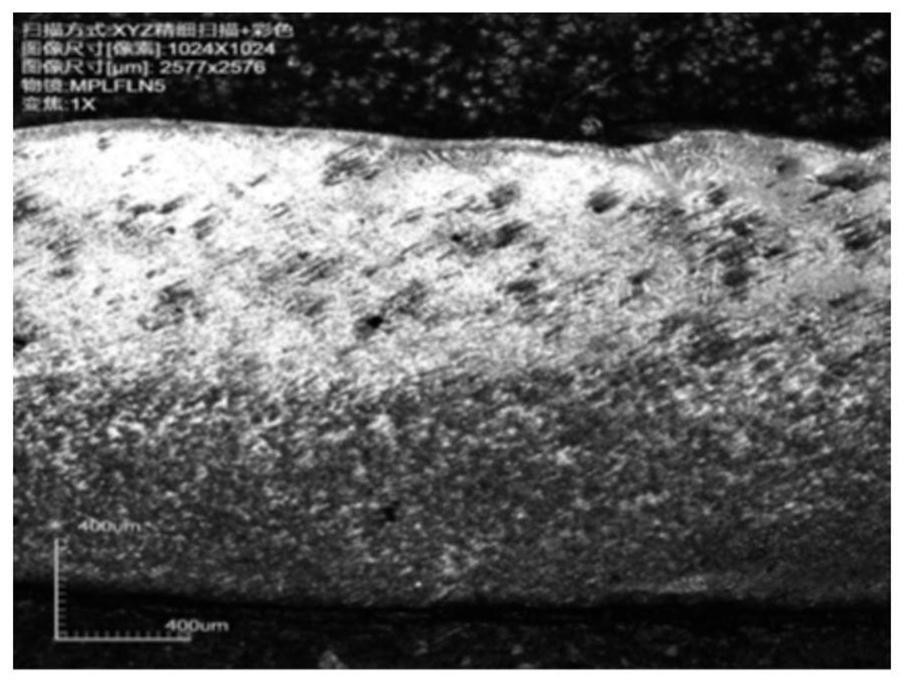
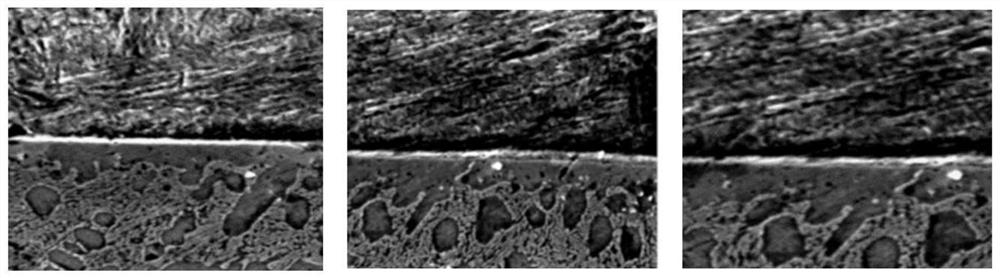
[0033] Metallographic inspec...
Embodiment 2
[0040] The surface of the rough rolling work roll of a steel plant was repaired by laser cladding method. The surface hardness of the original roll was 35-45HRC, the total length of the fusion line in the repair area was 257mm, and the area of the repair area was about 4096mm 2 .
[0041] Ultrasonic flaw detection is used to detect flaws in the entire repaired layer area, and there is no defect; flaw detection is carried out within 20mm near the fusion line between the repaired layer and the original roll surface, and there is no defect, which meets the requirements.
[0042] Measure the unevenness of the fusion zone between the repaired layer and the original roll surface. The measurement position is on a straight line perpendicular to the fusion line, taking a distance of 50mm. The repaired layer accounts for 30% and the original roll surface accounts for 70%. The extreme difference of surface roughness is 1.2mm, which does not meet the requirements.
[0043] As requested, ...
Embodiment 3
[0049] The surface of the finished strip steel roll in a steel plant was repaired by laser cladding. The surface hardness of the original roll was 65-75HRC. The total length of the fusion line in the repaired area was about 800mm, and the area of the repaired area was about 40,000mm. 2 .
[0050] Ultrasonic flaw detection is used to detect flaws in the entire repaired layer area, and there is no defect; flaw detection is carried out within 20mm near the fusion line between the repaired layer and the original roll surface, and there is no defect, which meets the requirements.
[0051] Measure the unevenness of the fusion zone between the repaired layer and the original roll surface. The measurement position is on a straight line perpendicular to the fusion line, with a distance of 50 mm. The repaired layer and the original roll surface area each account for 50%. The extreme difference of surface roughness is 0.7mm, which meets the requirements.
[0052] Metallographic inspec...
PUM
| Property | Measurement | Unit |
|---|---|---|
| area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com