Cooling method for controlling lateral bending deformation after rolling of marine L-shaped steel
A cooling method and side control technology, applied in metal rolling, temperature control, metal rolling, etc., to achieve good realizability, increase yield, and reduce severe side bending
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] A cooling method for controlling side bending deformation of marine L-shaped steel after rolling, comprising the following steps:
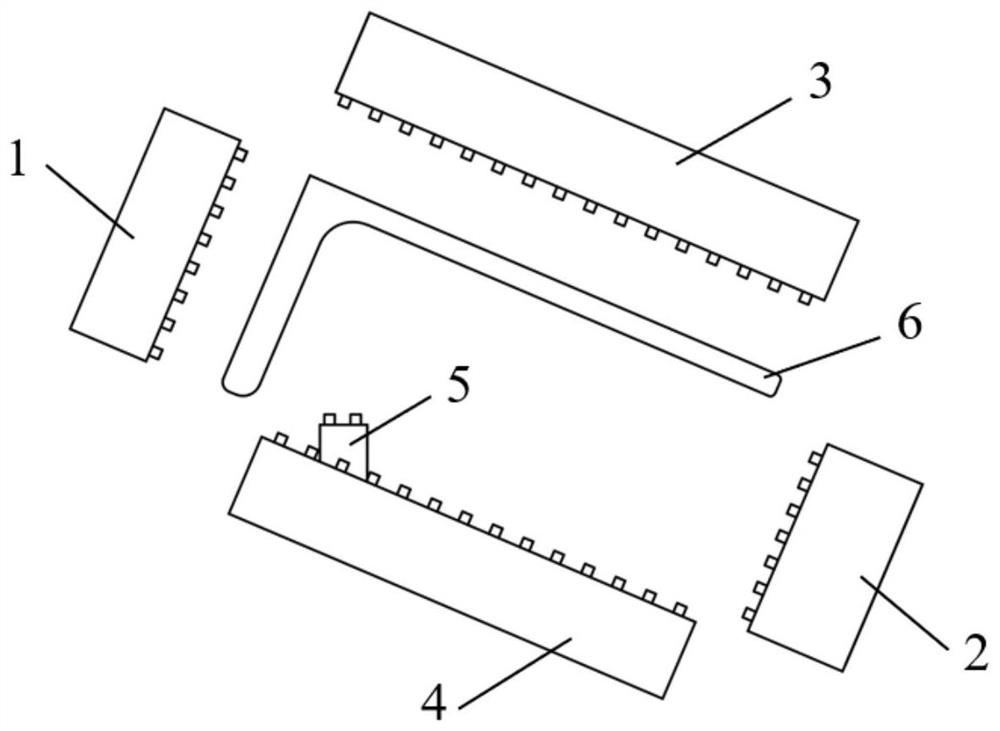
[0022] Step 1: After finishing the finish rolling of the billeted L-shaped steel billet for marine use, the L-shaped steel for marine use 6 after final rolling is obtained, followed by rapid cooling treatment, and different strengths are applied to the three parts of the L-shaped marine steel 6 after final rolling cooling, such as figure 1 As shown, the nozzles of No. I water tank 1 and No. II water tank 2 are used to water-cool the positions on both sides of the panel, the nozzles of No. III water tank 3 and No. IV water tank 4 are used to water-cool the positions on both sides of the web, and the nozzles of No. V water tank 5 are used. The nozzle is water-cooled at the R angle position, and the cooling intensity is: the cooling intensity at the R angle position > the cooling intensity at both sides of the panel > the cooling intensity at ...
Embodiment 2
[0032] A cooling method for controlling side bending deformation of marine L-shaped steel after rolling, comprising the following steps:
[0033] Step 1: after finishing rolling of the billeted L-shaped steel billet for marine use, the L-shaped steel for marine use after final rolling is obtained, followed by rapid cooling treatment, and different intensities of cooling are applied to the three parts of the L-shaped marine steel after final rolling, The cooling method is the same as in Example 1, and the cooling intensity is: the cooling intensity at the R angle position > the cooling intensity at both sides of the panel > the cooling intensity at both sides of the web plate, the overall cooling rate of L-shaped steel for ships is 50°C / s, and the cooling time is is 6s, and the final cooling temperature is 620°C, and the marine L-shaped steel after final cooling is obtained;
[0034] Step 2: After the final cooling, the marine L-shaped steel returns to temperature at 711-719°C,...
Embodiment 3
[0043] A cooling method for controlling side bending deformation of marine L-shaped steel after rolling, comprising the following steps:
[0044]Step 1: after finishing rolling of the billeted L-shaped steel billet for marine use, the L-shaped steel for marine use after final rolling is obtained, followed by rapid cooling treatment, and different intensities of cooling are applied to the three parts of the L-shaped marine steel after final rolling, The cooling method is the same as in Example 1, and the cooling intensity is: the cooling intensity at the R angle position > the cooling intensity at both sides of the panel > the cooling intensity at both sides of the web plate, the overall cooling rate of marine L-shaped steel is 70°C / s, and the cooling time is is 3s, the final cooling temperature is 670°C, and the marine L-shaped steel after final cooling is obtained;
[0045] Step 2: After the final cooling, the marine L-shaped steel returns to temperature at 754-765°C, and the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Bending amount | aaaaa | aaaaa |
| Bending amount | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com