


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
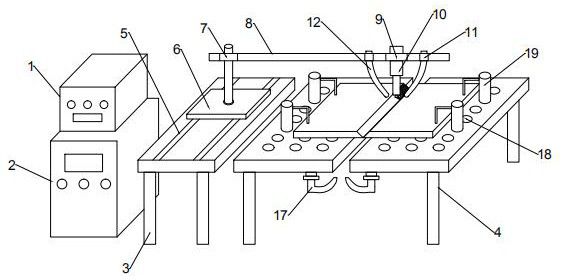
Weld shape control and property control system for preventing collapse of molten pool based on electromagnetic field
An electromagnetic field and molten pool technology, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve the problems of poor weld formation, grain coarsening, poor arc stability, etc. Elimination of columnar crystals, high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
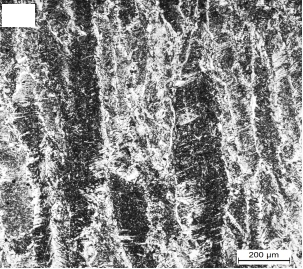
[0028] Example 1: In this example, the joints are welded without the action of a magnetic field. The length, width, and height of the flat sample are 300mm, 200mm, and 8mm respectively. Specifically, the flat sample is firstly polished with an angle grinder to remove oxidation on the surface of the sample. Use acetone to scrub the sample, then adjust the angle of the sample and fix it on the second workbench 4, adjust the arc voltage of the welding power source 2 to 22~26V, and the welding current to 210~290A , the moving speed of the moving car 6 is 210-250mm / min, the first magnetic pole and the welding torch body 10 are placed in the area to be welded 8-10mm, Ar protection is used, the gas pressure is 0.35MPa, the gas flow rate is 15L / min, after welding is completed, cut off Welding power supply 2, turn off the magnetic field power supply 1, and obtain a welded joint, wherein the microstructure of the weld seam is as follows image 3 , the surface morphology is as Figure 5...
Embodiment 2
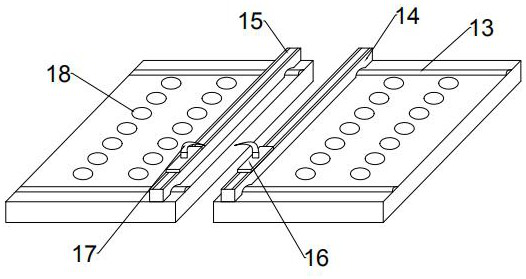
[0029]Embodiment 2: In this embodiment, the joint is welded under the action of a magnetic field. The length, width and height of the flat sample are 300mm, 200mm and 8mm respectively. Specifically, the flat sample is firstly polished with an angle grinder to remove oxidation on the surface of the sample objects and impurities, leaking metallic luster, use acetone to scrub the sample, then place the sample on the second workbench 4, place the weld to be welded in the middle, adjust the front excitation current 1-4A in the magnetic field power supply 1, the front The frequency f of the alternating magnetic field is 4Hz, and the duty ratio is 50%; the excitation current at the back is 3-6A, and the frequency f of the alternating magnetic field at the back is 7Hz, and the duty ratio is 50%. Wherein, the arc voltage is 22~26V, the welding current is 210~290A, the traveling speed of the moving trolley 6 is 210-250mm / min, the first magnetic pole and the welding torch body 10 are plac...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com