


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A kind of processing method of diesel engine valve blank
A processing method and diesel engine technology, applied in the field of valve processing, can solve problems such as low valve fatigue strength, increased consumption of raw materials, failure to meet design requirements, etc., and achieve the effects of shortening the production cycle, reducing manufacturing costs, and improving the strengthening effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] Embodiment one, a kind of processing method of diesel engine valve blank, it comprises the following steps:
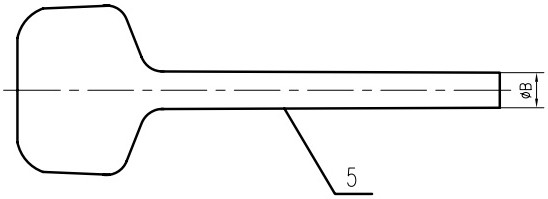
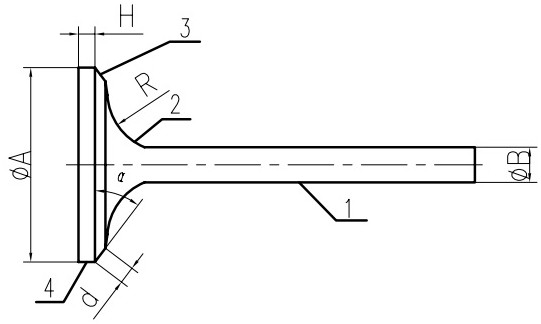
[0026] S1, hot heading forming, see figure 1 Firstly, the Nimonic80A bar with a diameter of 21mm is upset into the valve rough blank 5 on the electric heating upsetting machine, and then the valve rough blank 5 is put into the hot forging die and forged into a forging blank, so that the valve disc is formed.
[0027] S2, heat treatment, because Nimonic80A is an austenitic material, during the air cooling and annealing process after upsetting, the forging blank has no structural transformation, no large structural stress, and small thermal stress, so the post-forging annealing process of the blank is omitted Solid solution is directly carried out, and the waste heat after forging is used to directly carry out solid solution treatment, which reduces energy consumption and production cost. That is, after the hot forging is finished, the forging blank with a temper...
Embodiment 2
[0033] Embodiment two, a kind of processing method of diesel engine valve blank, it comprises the following steps:
[0034] S1, hot upsetting forming. Firstly, the Nimonic80A bar with a diameter of 35mm is upset on the electric heating upsetting machine to form a valve blank, and then the valve blank is put into a hot forging die for forging to form a forging blank, so that the valve disc is formed.
[0035] S2, heat treatment, after the hot forging, put the forging blank with a temperature of 1027°C into a high-temperature furnace for solution treatment, keep it at a temperature of 1060°C for 2 hours, and cool it to room temperature with water. Then put it into a medium-temperature furnace for aging treatment, keep it warm for 12 hours at a temperature of 780°C, and then come out of the furnace.
[0036] S3, deformation strengthening, aging treatment, put the forging blank into the deformation strengthening mold within 5s after being released from the furnace, and then use 16...
Embodiment 3
[0038] Embodiment three, a kind of processing method of diesel engine valve blank, it comprises the following steps:
[0039]S1, hot upsetting forming. Firstly, the Nimonic80A bar with a diameter of 29mm is upset on the electric heating upsetting machine to form a valve blank, and then the valve blank is put into a hot forging die for forging to form a forging blank, so that the valve disc is formed.
[0040] S2, heat treatment, put the forging blank with a temperature of 1037°C into a high-temperature furnace for solution treatment, keep it at a temperature of 1040°C for 3.5 hours, and cool it to room temperature with water. Then put it into a medium-temperature furnace for aging treatment, keep it warm for 11.5 hours at a temperature of 750°C, and then come out of the furnace.
[0041] S3, deformation strengthening, aging treatment, put the forging blank into the deformation strengthening mold within 4 seconds after being released from the furnace, and then forge it once wit...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com