Square rectangular steel pipe with corner thickening and cold-heat composite molding and preparation method thereof
A composite forming, rectangular steel pipe technology, used in heat treatment equipment, pipes, rigid pipes, etc., to achieve the effects of improved shape accuracy and performance quality, stronger ductility, and changed corner radius
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0059] (1) Pre-bent the Q235 steel plate into a pre-formed rectangular tube with an external corner radius of R=20.0mm, the size is 200*200mm, the wall thickness of the flat plate area is 8.0mm, and the corner wall thickness is 7.8mm.
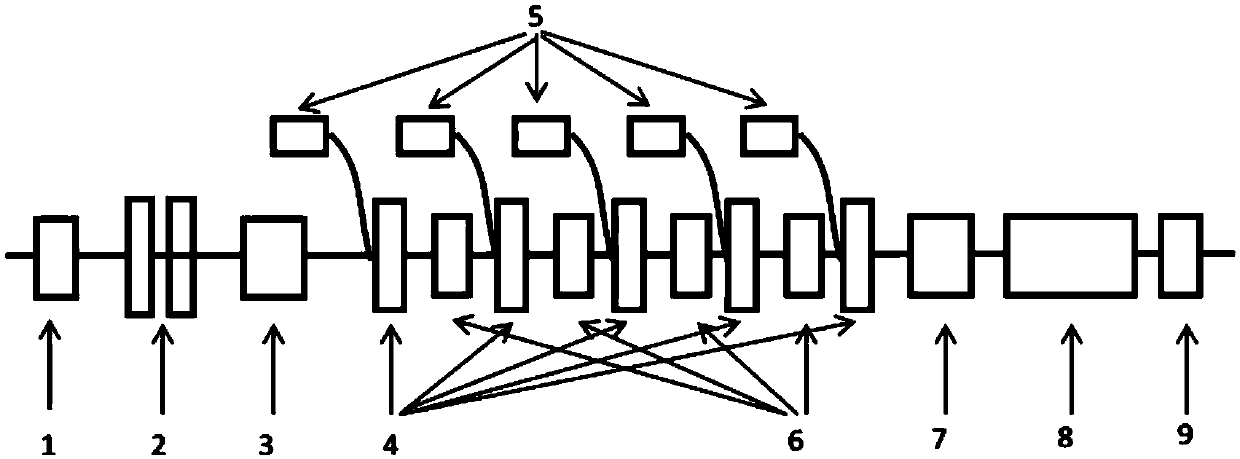
[0060] (2) Feed the pre-formed rectangular tube through the guide roller into the local induction heating device, the heating temperature is 1050℃, and the heating time is 15 seconds;
[0061] (3) After five fine forming units are formed, the temperature of the flame spray gun insulation system between each two forming units is 950℃, and the roller diameter difference between each two adjacent fine forming units is 3mm. The deformation degree of the forming unit is about 3%.
[0062] (4) After thermal finishing, a rectangular tube with a size of 193*193mm, a flat area wall thickness of 8mm, a corner wall thickness of 8.8mm, and an outer corner radius of 2mm, is obtained. After quality inspection, the cold and hot composite formed The residual stress ...
Embodiment 2
[0064] (1) Pre-bent the Q235 steel plate into a pre-formed rectangular tube with an external corner radius R=36.0mm, with a size of 400*400mm, in which the wall thickness of the flat plate area is 20.0mm, and the corner wall thickness is 19.6mm.
[0065] (2) Feed the pre-formed rectangular tube through the guide roller into the local induction heating device, the heating temperature is 1000℃, and the heating time is 15 seconds;
[0066] (3) After five fine forming units are formed, the temperature of the flame spray gun insulation system between each two forming units is 950℃, and the roller diameter difference between each two adjacent fine forming units is 3mm. The deformation degree of the forming unit is about 3%.
[0067] (4) After thermal finishing, a rectangular tube with a size of 388*388mm, a wall thickness of 20.0mm in the flat area, a wall thickness of 22.1mm at the corners, and a radius of outer corners of 5mm is obtained. The residual stress of the formed rectangular tu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com