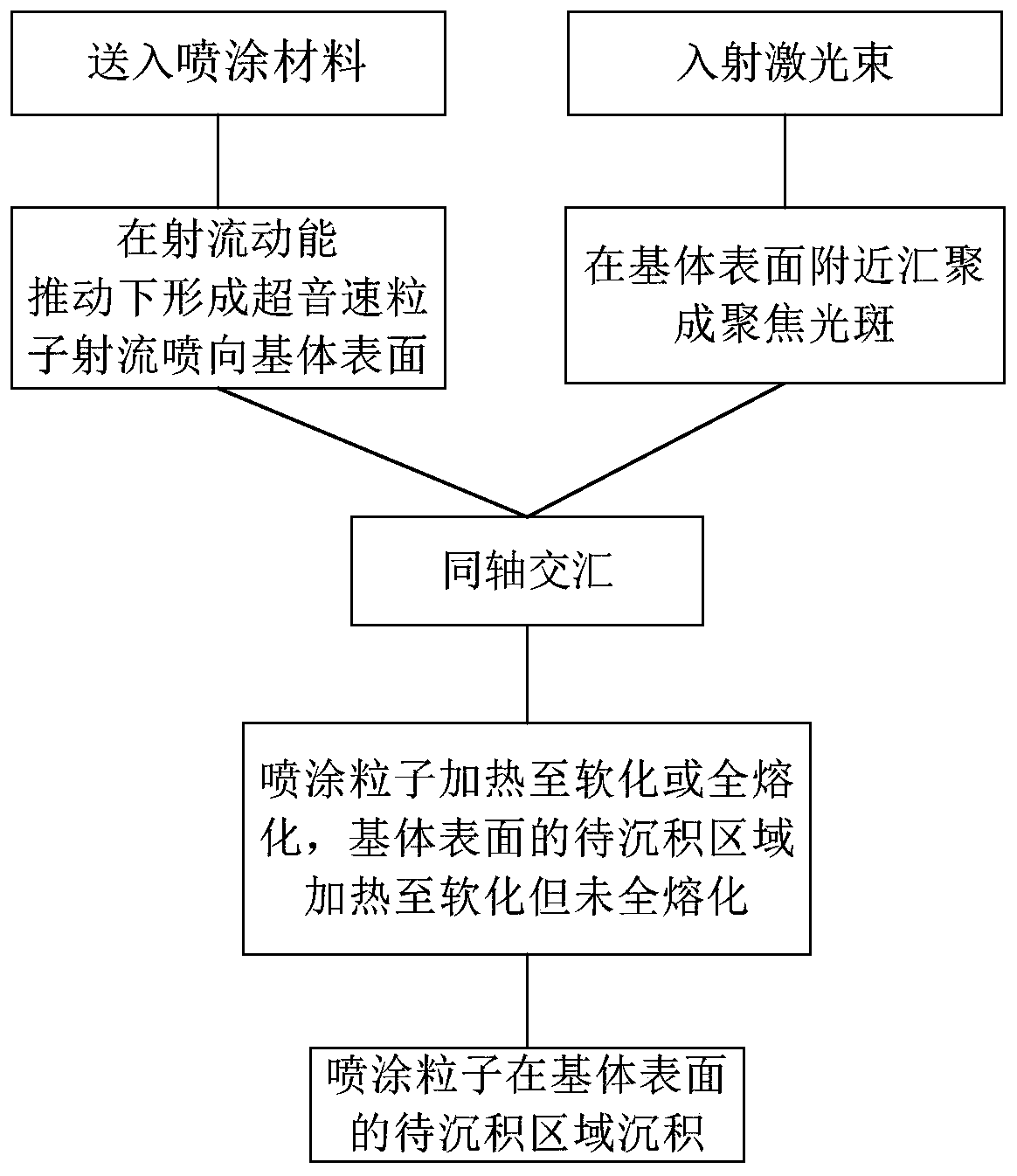
Central coaxial powder feeding type supersonic laser spraying method
A supersonic laser and coaxial powder feeding technology, which is applied in coating, fusion spraying, metal material coating process, etc., can solve the problems of high coating quality, poor process uniformity, lagging laser spraying technology, etc. Good uniformity, reducing the effect of powder splashing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
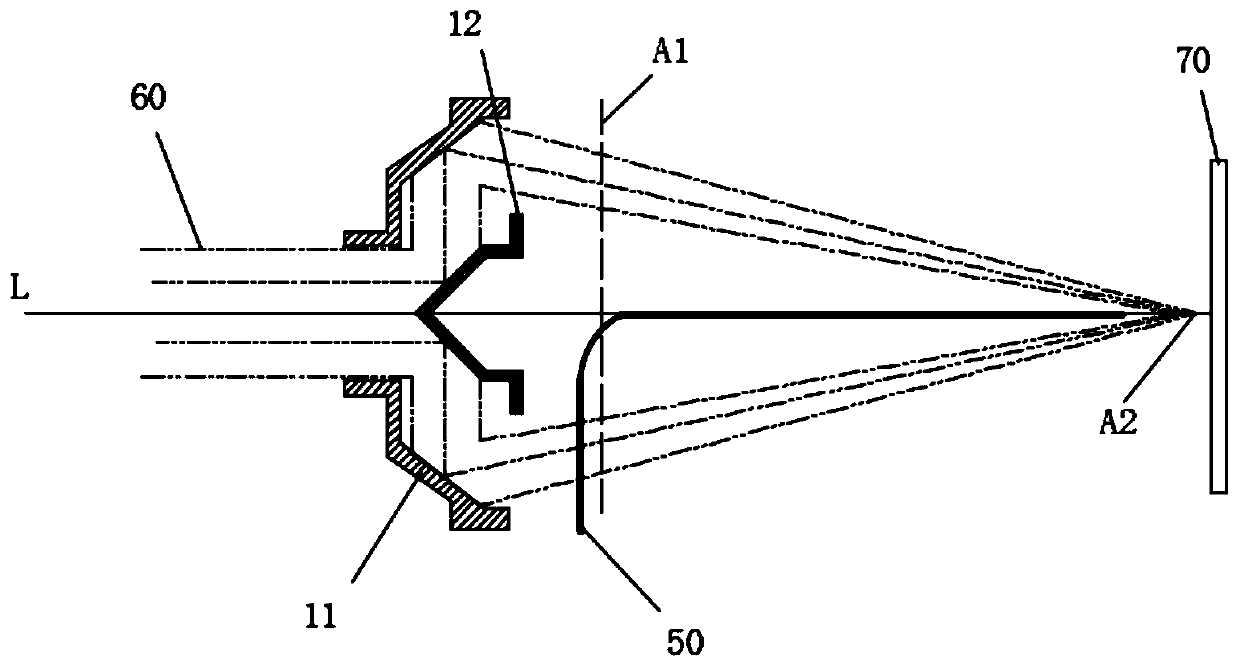
[0065] figure 2 It is shown that a beam of laser 60 is optically transformed through a set of optical lenses, first transformed into several laser beams with gaps between them, and then converged into a ring-shaped focused spot near the surface of the substrate 70, wherein the spraying material 50 It is sent from the gap to the position of the central optical axis L of the laser beam, and then transmitted along the central optical axis L in the hollow area of the laser beam 60 . Specifically, this set of optical lenses includes a beam splitting mirror 12 and a focusing mirror 11 . like figure 2 , a beam of collimated laser is incident from the opening on the focusing mirror 11, and then is transformed into a plurality of reflected beams after hitting the beam splitting mirror 12 to realize beam splitting, and then the reflected beams are directed to the focusing mirror 11 and converted into a convergence beam (see image 3 shown), then a ring-shaped focused spot is form...
Embodiment 2
[0067] Figure 5 It is shown that a beam of laser 60 is optically transformed through a set of optical lenses, firstly transformed into two upper and lower semi-circular annular laser beams with a gap between each other, and then converged into a annular focusing spot near the surface of the base 70, wherein , the spraying material 50 is sent from the gap to the position of the central optical axis L of the laser beam, and then conveyed along the central optical axis L in the hollow area of the laser beam 60 . Specifically, this set of optical lenses includes a collimating lens 21, an axicon lens 22, an upper refracting prism 23, a lower refracting prism 24, a focusing lens 25, and a dust-proof plane mirror 26, which is a dust-proof component of the lens, is also designed. like Figure 5 , a laser beam 60 is injected, and is transformed into a circular parallel collimated laser beam through the collimating lens 21, and then transformed into a circular laser beam through the...
Embodiment 3
[0069] Figure 10 It is shown that each of the six laser beams 60 is optically transformed through a set of optical lenses, and collectively converges into a ring-like focused spot (condensed spot) near the surface of the substrate 70, and each laser beam is 60 degrees circumferentially with the central axis L' Evenly inclined, the spray material 50 is fed directly along the central axis L' and conveyed along the central axis L'. Figure 10 The nozzles 33 arranged along the central axis L' are shown. Specifically, each set of optical lenses includes a collimating lens 31 and a focusing lens 32 . like Figure 10, each of the 6 laser beams is firstly collimated by the collimating lens 31, then focused by the focusing lens 32, and then irradiated to the surface of the substrate 70, and the lasers irradiated to the surface of the substrate 70 completely overlap or partially overlap, and finally form a class near the surface of the substrate. Ring-shaped focus spot, this focus s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Defocus amount | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com