


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A preparation method of free-cutting high-strength multi-phase non-quenched and tempered steel
A non-quenched and tempered steel, high-strength technology, applied in the field of high-strength multi-phase non-quenched and tempered steel preparation, can solve the problems of low mechanical properties, adverse effects on performance, and easy to become a source of cracks, etc., to achieve obvious microstructure grain refinement, Improve tissue uniformity, the effect of tissue uniformity improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
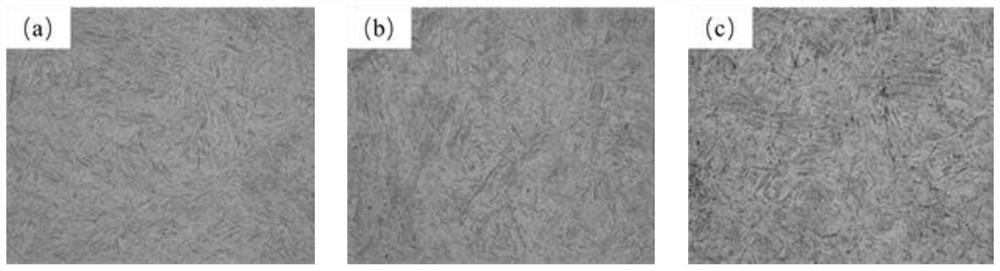
example 1
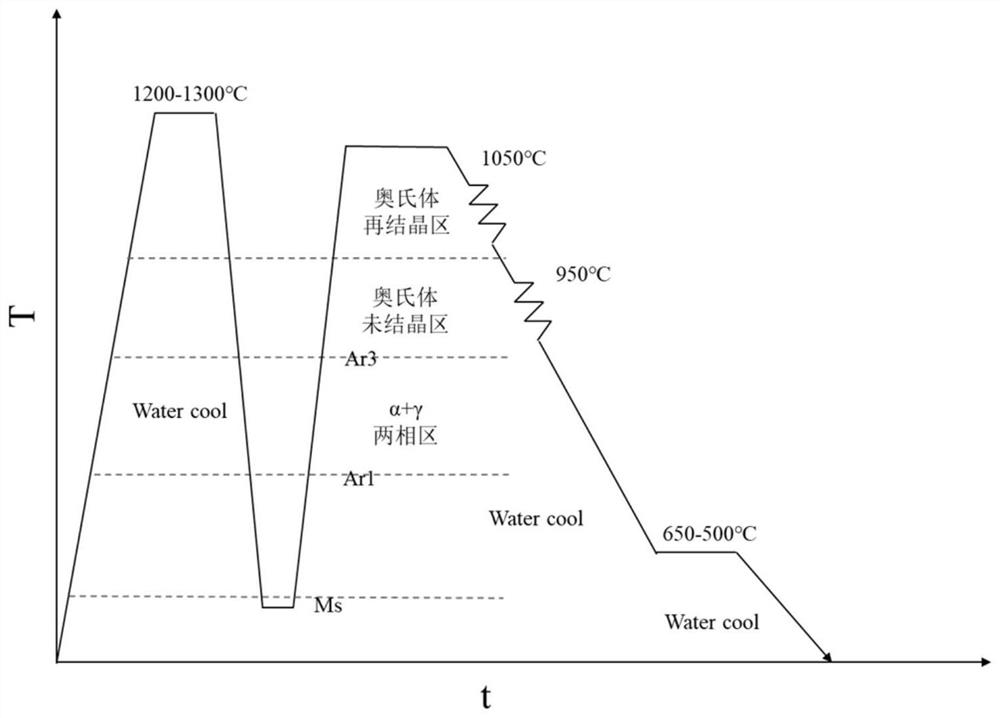
[0017] Example 1: Non-quenched and tempered steel FAS2225, in the pre-heat treatment, the tapping temperature is 1220℃, ultra-fast water cooling to 248℃ by water cooling equipment, the method proposed in the present invention is used for rolling, the thickness of the slab is 110mm, and the slab thickness is 110mm. ℃, heat preservation for 25min, rapid cooling through water cooling device to remove surface oxide scale, preliminary rolling at 1045℃, final rolling (finishing) temperature of 946℃. After water cooling, the upper cooling bed temperature is 598℃, and finally the water is cooled to room temperature.
example 2
[0018] Example 2: Non-quenched and tempered steel FAS2225, in the pre-heat treatment, the tapping temperature is 1260℃, it is ultra-fast water cooled to 327℃ by water cooling equipment, and the method proposed by the present invention is used for rolling. The thickness of the slab is 110mm, and the slab thickness is 110mm. ℃, heat preservation for 30min, rapid cooling through water cooling device to remove surface oxide scale, preliminary rolling at 1048℃, and final rolling (finishing) temperature of 937℃. After water cooling, the upper cooling bed temperature is 628℃, and finally the water is cooled to room temperature.
example 3
[0019] Example 3: Non-quenched and tempered steel FAS2225, in the pre-heat treatment, the tapping temperature is 1250℃, ultra-fast water cooling to 362℃ by water cooling equipment, and the method proposed in the present invention is used for rolling, the slab thickness is 110mm, and the slab thickness is 110mm. ℃, heat preservation for 30min, rapid cooling by water cooling device to remove surface oxide scale, preliminary rolling at 1052℃, final rolling (finishing) temperature of 953℃. After water cooling, the upper cooling bed temperature is 581℃, and finally water cooling to room temperature.
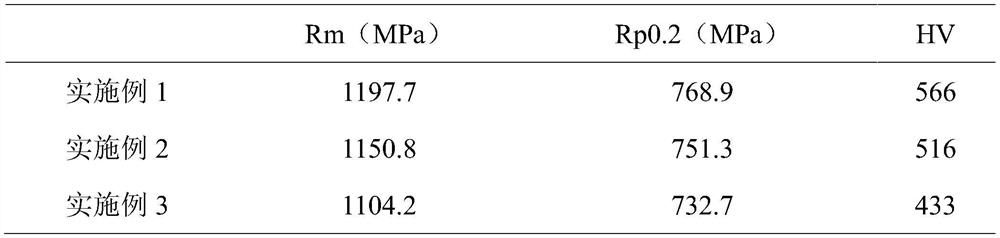
[0020] Table 1 Mechanical properties
[0021]
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com