Manufacturing method of ultra-large-section low-temperature high-toughness ferrite spheroidal graphite iron casting
A technology of super large cross-section, ductile iron, applied in manufacturing tools, casting equipment, molds, etc., can solve the problems of poor mechanical properties of ductile iron, large diameter of graphite nodules, and reduction of the number of graphite nodules, etc., to prevent spheroidization. Recession, increasing strength and hardness, preventing graphite distortion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0033] The present invention will be described in more detail through specific examples below.
[0034] Manufacture of ultra-large cross-section low-temperature high-toughness ferritic nodular cast iron container with a weight of 60 tons, a diameter of 2575mm, and a wall thickness of 560mm:
[0035] The specific manufacturing steps are as follows:
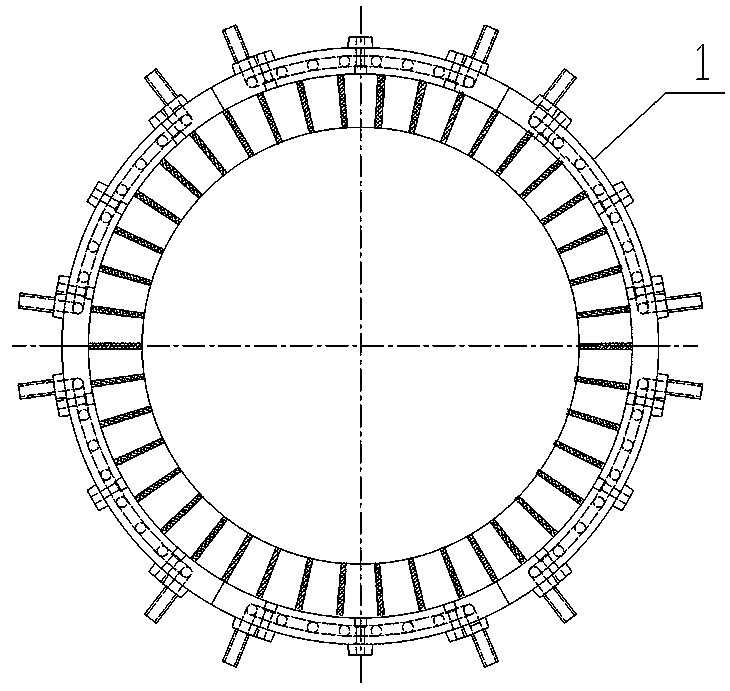
[0036] The first step, shape: such as Figure 1~3As shown, the metal type 1 with a water cooling device made of QT400-18 is used. For the convenience of processing, the metal type 1 used is composed of six arc-shaped plates with the same structure connected by bolts; due to the wall thickness of the manufactured container Larger, the present invention adopts a powerful cooling device of water cooling + chilled iron to cool the casting (if the wall thickness of the casting is relatively thin, it is also possible to use only a metal mold with a water cooling device, the structure diagram of a single arc-shaped plate is shown in Fi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com