Foam ceramic light-weight plate and preparation method thereof
A foamed ceramic and lightweight technology, applied in the field of foamed ceramic lightweight sheet and its preparation, can solve the problems of long firing cycle, poor overall product uniformity and high temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
preparation example Construction
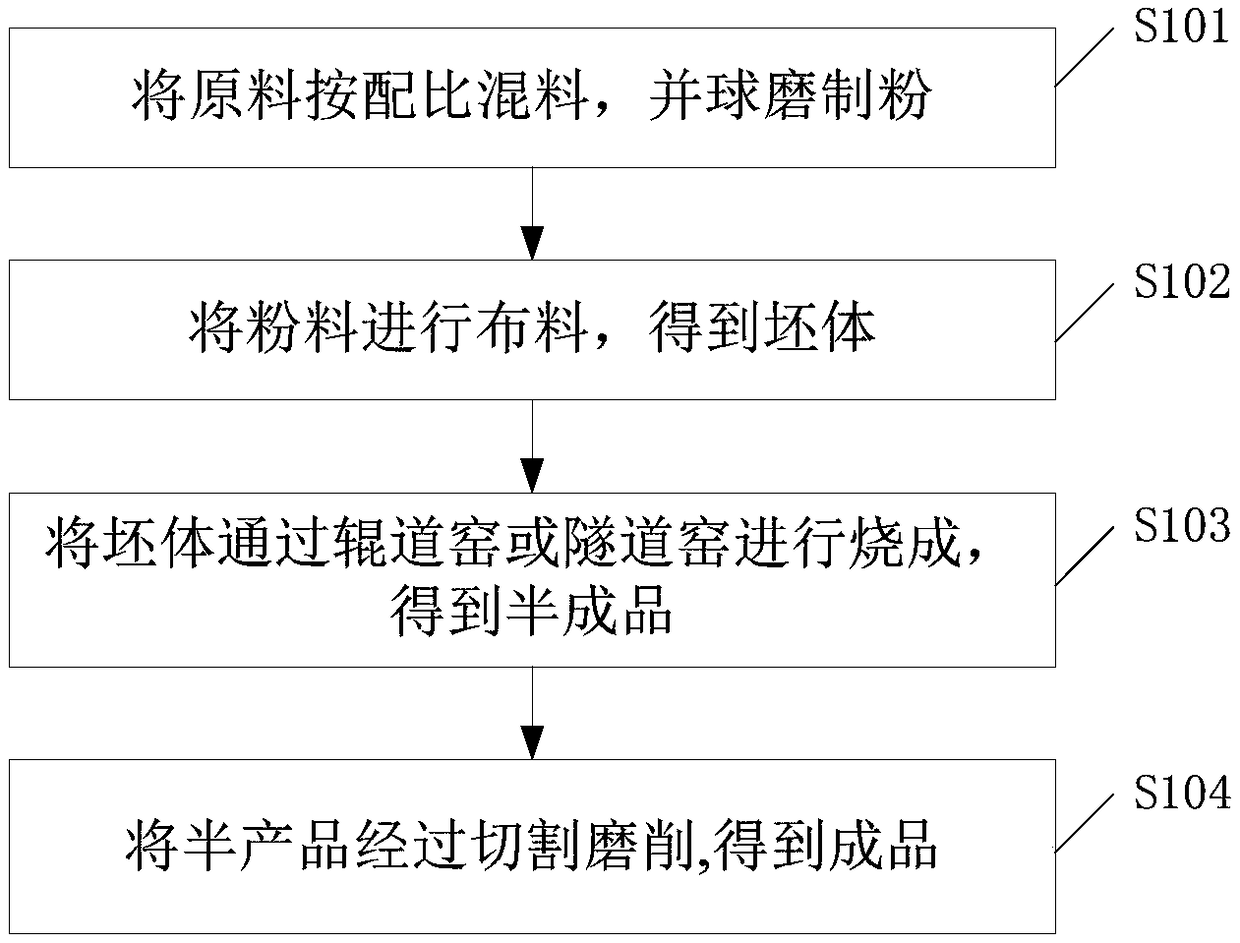
[0061] like figure 2 As shown, the present invention provides a kind of preparation method of foamed ceramic light board, comprising:
[0062] S101, mixing the raw materials according to the proportion, and ball milling to make powder;
[0063] The ball milling can be wet milling or dry milling. The wet milling process includes: adding 30-40% water to the raw material, putting it into a ball mill for ball milling, milling until the residue on a 250-mesh sieve is less than 1%, and then passing through a spray tower to mill powder to obtain a water content of 5-40%. 10% powder.
[0064] S102, distributing the powder to obtain a green body;
[0065] S103, firing the green body through a roller kiln or a tunnel kiln to obtain a semi-finished product;
[0066] S104, cutting and grinding the semi-product to obtain a finished product.
[0067] After firing, the upper and lower surfaces of the semi-finished product need to be ground and the edges should be cut.
[0068] Due to ...
Embodiment 1
[0086] (1) Formula: tile polishing waste 95.5%, foaming agent 0.5%, manganese dioxide stabilizer 4%.
[0087] (2) Preparation method:
[0088] The above raw materials are mixed according to the proportion, transported to the ball mill for ball milling, and sieved to a 250-mesh sieve with a residue of less than 1%, and then through the slurry storage tank and transfer tank to the spray tower for spray granulation, and the obtained powder The material is distributed by the feeding cart, and then enters the roller kiln for firing. The firing time is 10 hours and the firing temperature is 1100°C. Finally, it is cut and ground to obtain the finished product.
Embodiment 2
[0090] (1) Formula: tile polishing waste 90%, clay 1%, feldspar 8.8%, foaming agent 0.1%, stabilizer 0.1%.
[0091] (2) Preparation method:
[0092] The above raw materials are mixed according to the proportion, transported to the ball mill for ball milling, and sieved to a 250-mesh sieve with a residue of less than 1%, and then through the slurry storage tank and transfer tank to the spray tower for spray granulation, and the obtained powder The material is distributed by the feeding cart and then enters the roller kiln for firing. The firing time is 12 hours and the firing temperature is 1150°C. Finally, it is cut and ground to obtain the finished product.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Compressive strength | aaaaa | aaaaa |
| Bulk density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com