


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Preparation process of adhesive-free expanded block
A production process and a binder-free technology, applied in the field of medical material manufacturing, can solve the problems of the emulsifier being difficult to volatilize, impossible to remove the emulsifier cleanly, and the product is not pure, and achieve the effect of improving safety.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
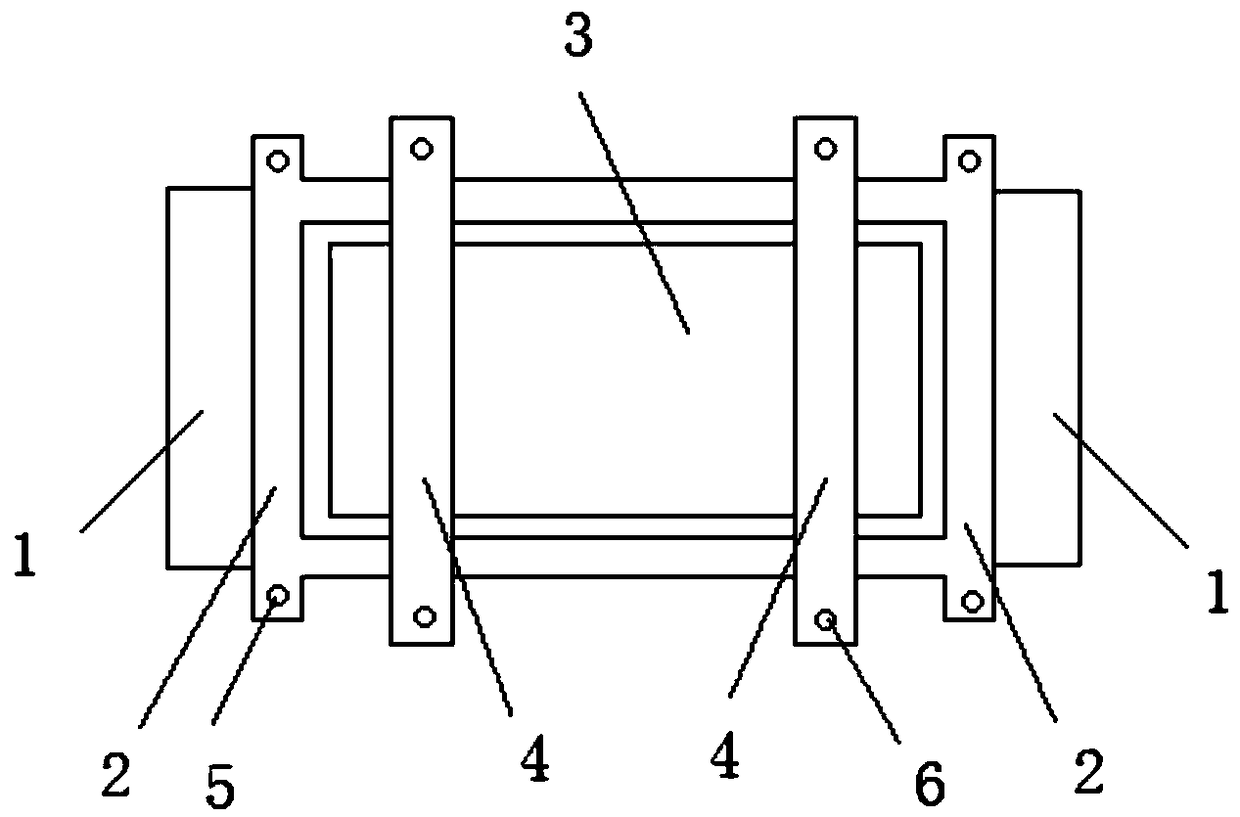
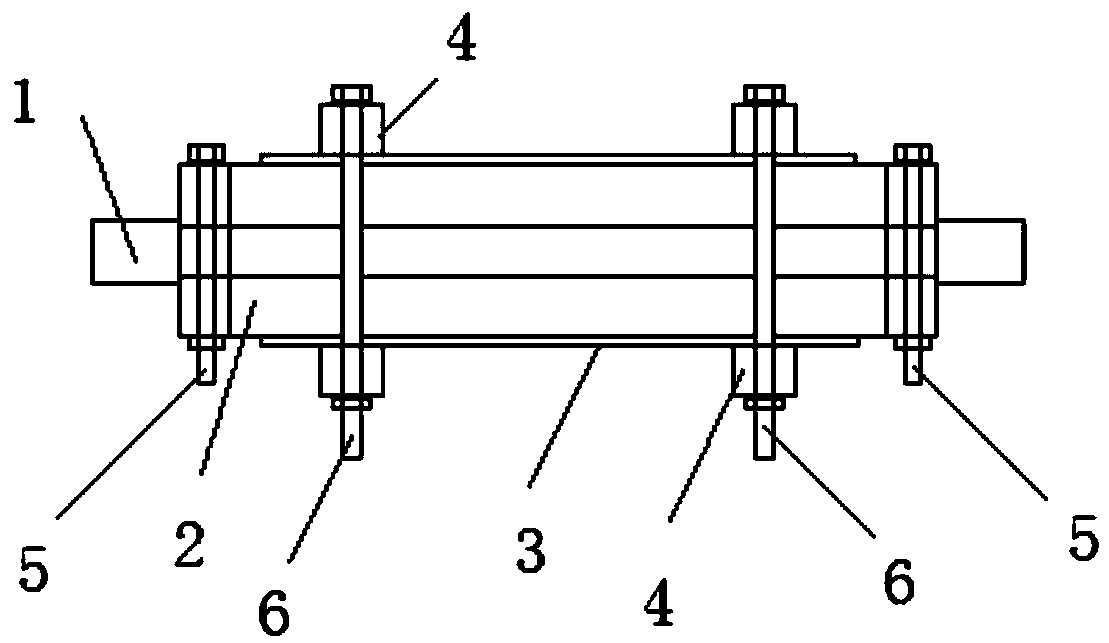
[0043] A kind of non-binding agent bulk block manufacturing process of the present invention, specifically carry out according to the following steps:
[0044] 1. Diaphragm production stage:
[0045] 1) Mixing of materials: at a temperature lower than 20°C, use polytetrafluoroethylene dispersion resin as raw material, mix it with extrusion aid at a weight ratio of 10:2, and keep it at 40°C for 30 hours , to ensure full penetration of the extrusion aid; D80 solvent oil is used as the extrusion aid, and other volatile solvent oils and organic solvents can also be used;
[0046] 2) Pre-pressing into billets: set the temperature of the pre-pressing machine to 25°C, press at 15 bar, hold for 5 minutes, and preform into a rod-shaped billet with a diameter of 149 mm;
[0047] 3) Push extrusion: set the nozzle temperature of the push machine to 40°C, set the pre-pressing speed to 110mm / min for pushing, and form a circular bar with a diameter of 24.8mm;
[0048] 4), calendering and w...
Embodiment 2
[0061] A kind of non-binding agent bulk block manufacturing process of the present invention, specifically carry out according to the following steps:
[0062] 2. Diaphragm production stage:
[0063] 1) Mixing of materials: at a temperature lower than 20°C, use polytetrafluoroethylene dispersion resin as raw material, mix evenly with extrusion aid at a weight ratio of 10:3, and keep it at 45°C for 25 hours , to ensure full penetration of the extrusion aid; D80 solvent oil is used as the extrusion aid, and other volatile solvent oils and organic solvents can also be used;
[0064] 2) Pre-pressing into a billet: set the temperature of the pre-pressing machine to 30°C, the pressure to 12 bar, and the holding time for 4 minutes to preform a rod-shaped billet with a diameter of 150 mm;
[0065] 3) Push extrusion: set the nozzle temperature of the push machine to 50°C, set the pre-pressing speed to 130mm / min to push, and form a circular bar with a diameter of 24.8-25.3mm;
[0066]...
Embodiment 3
[0079] A kind of non-binding agent bulk block manufacturing process of the present invention, specifically carry out according to the following steps:
[0080] 3. Diaphragm production stage:
[0081] 1) Mixing of materials: at a temperature lower than 20°C, use polytetrafluoroethylene dispersion resin as raw material, mix it with extrusion aid at a weight ratio of 10:5, and keep it at 50°C for 20 hours , to ensure full penetration of the extrusion aid; D80 solvent oil is used as the extrusion aid, and other volatile solvent oils and organic solvents can also be used;
[0082] 2) Pre-pressing into billets: set the temperature of the pre-pressing machine to 35°C, press at 10 bar, hold for 3 minutes, and preform into a rod-shaped billet with a diameter of 152 mm;
[0083] 3) Push extrusion: set the nozzle temperature of the push machine to 60°C, set the pre-pressing speed to 150mm / min to push, and form a circular bar with a diameter of 25.3mm;
[0084] 4), calendering and windi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com