Film pressing, cutting and welding integral machining technological method
A process method and technology of processing technology, which is applied in the field of film pressure-cutting-welding integrated processing technology, can solve problems such as static electricity, unstable movement and placement, affect welding quality, and occupy a large space, so as to shorten the time of blanching process, The effect of shortening time cost and prolonging service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
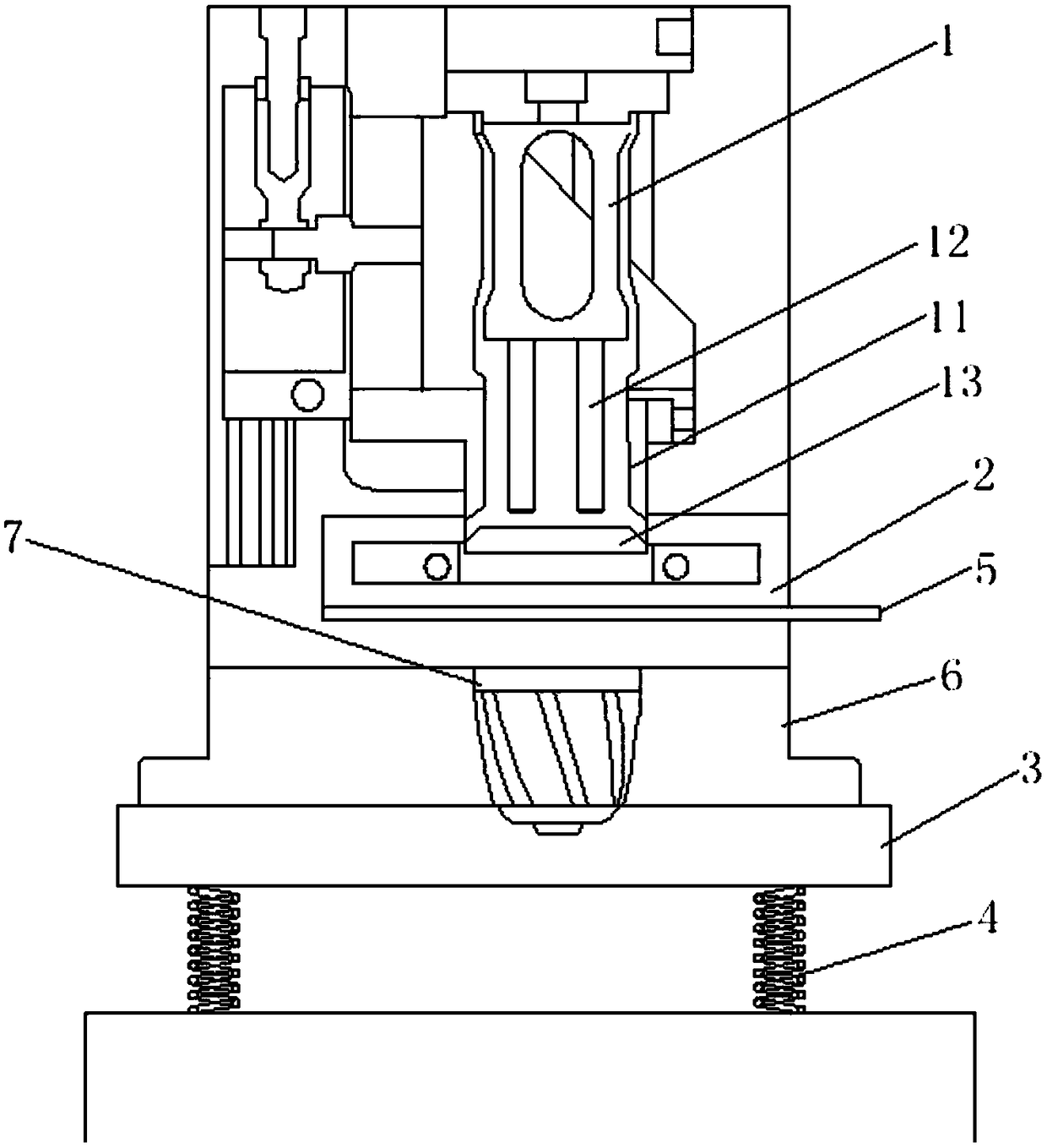
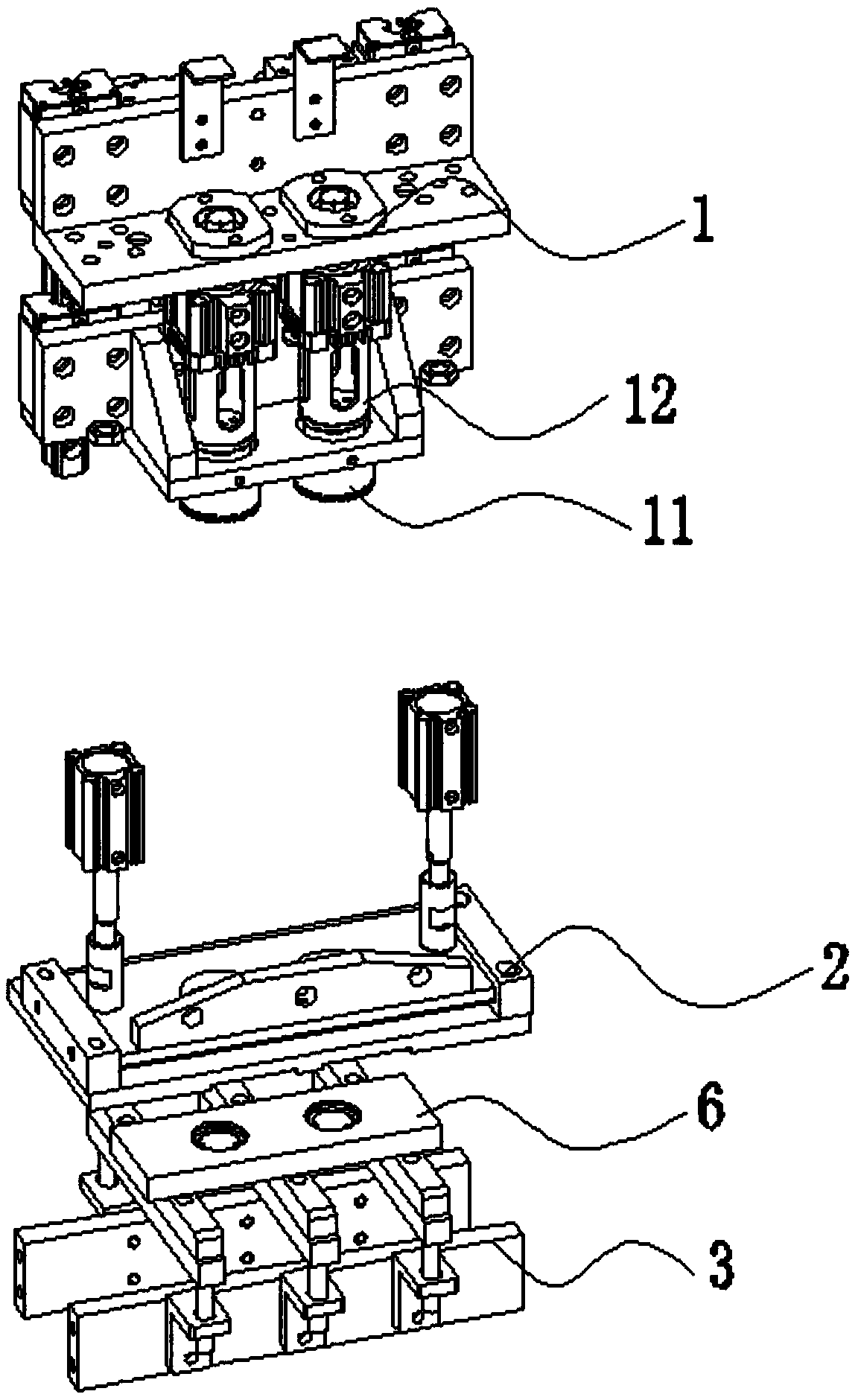
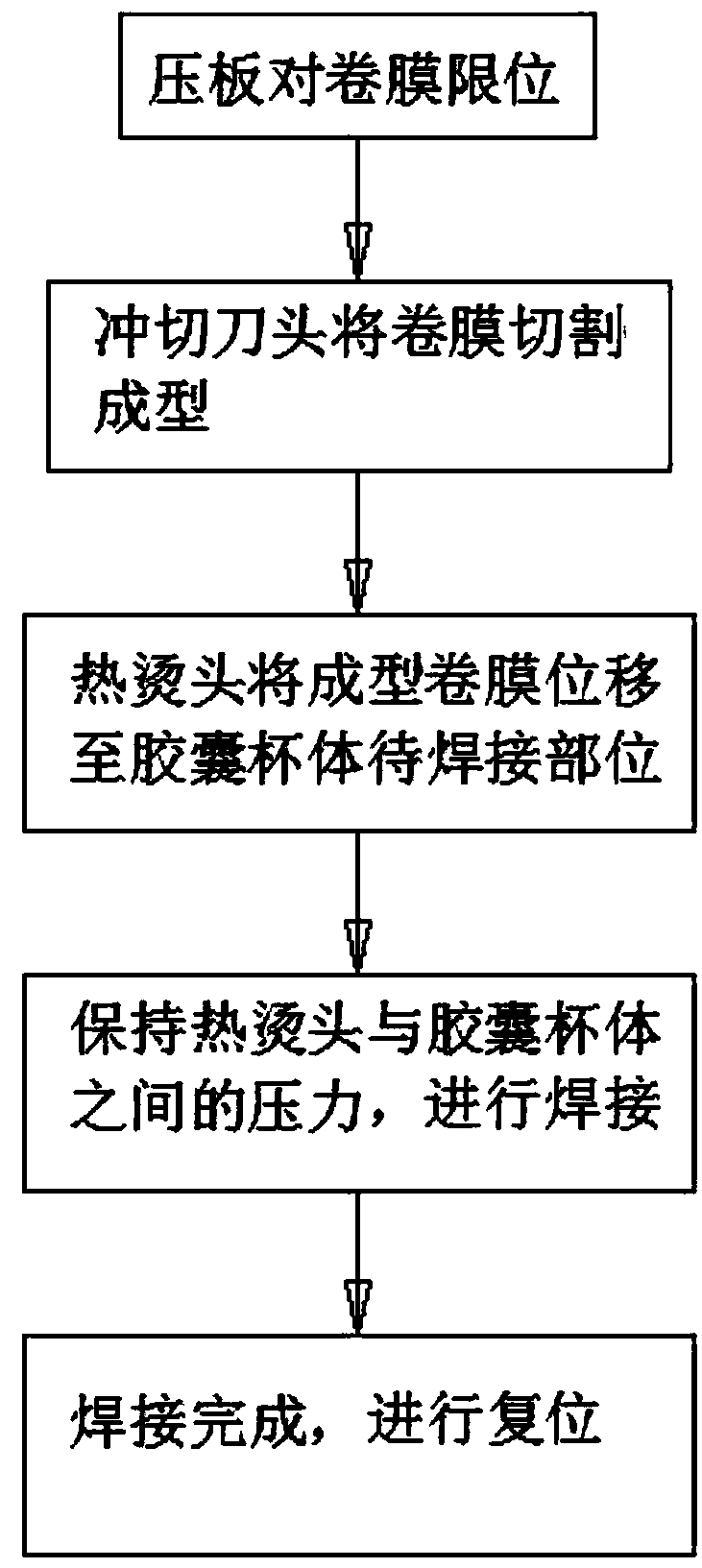
[0036] Such as figure 1 and figure 2 As shown, it is a film-type pressure-cut-welding integrated processing method proposed by the embodiment of the present invention, including a punching and welding mechanism 1, a pressing plate 2 and a jig 3 installed sequentially from top to bottom, and the punching and welding mechanism 1 is combined with the pressing plate 2 Installed into one body, the stamping and welding mechanism 1 is provided with a punching cutter head 11 and a hot ironing head 12, and the hot stamping head 12 is movably installed inside the punching cutter head 11, and a buffer device 4 is installed at the bottom of the jig 3; punching and welding Mechanism 1 drives the pressing plate 2 to move downward. The pressing plate 2 presses the roll film 5 and stops moving. The punching and welding mechanism 1 continues to move downward. The punching head 11 cuts off the roll film 5 and stops moving. The hot head 12 withstands the roll film 5 Continue to move downward t...
Embodiment 2
[0056] Preferably, when the rolled film 5 is filter paper 52, the material is a composite material of pulp and polypropylene, and its thickness is 0.06mm-0.07mm. The filter paper 52 is welded by the hot head 12, and its temperature is 215°C-220°C.
[0057] Further preferably, the thickness of the filter paper 52 is 0.062 mm.
[0058] Because the capsule cup body 7 is lined with polypropylene composite material, the filter paper 52 and the capsule cup body 7 are both equipped with polypropylene, the optimum welding temperature is 160°C-170°C, and the melting point of the polypropylene material is 165°C. Considering that there is a temperature loss when the hot head 12 reciprocates in the automatic processing process and the thickness of the filter paper 52 itself is 0.062mm, in order to avoid the phenomenon of cup scalding, over-welding, welding damage, and virtual welding, a hot head is set The temperature ranges from 215°C to 220°C.
[0059] Preferably, the punching cutter h...
Embodiment 3
[0063] Preferably, when the roll film 5 is the bottom sealing film 53, the material is a composite material of aluminum foil and polypropylene, and its thickness is 0.05 mm to 0.06 mm. The hot head 12 welds the bottom sealing film 53, and its temperature is 203 ° C to 205 ° C .
[0064] Further preferably, the thickness of the bottom sealing film 53 is 0.055mm.
[0065] The inner lining of the capsule cup body 7 is also a composite material of polypropylene, the bottom sealing film 53 and the capsule cup body 7 are both equipped with polypropylene, the optimum welding temperature is 160°C to 170°C, and the melting point of the polypropylene material is 165°C , considering that there is a temperature loss when the hot head 12 reciprocates in the automatic processing process and the thickness of the bottom sealing film 53 itself is 0.055mm, in order to avoid the phenomenon of cup scalding, over welding, welding damage, and virtual welding, it is set The temperature of the hot h...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com