Method for improving deformation consistency between connector and parent metal through postwelding predeformation
A pre-deformed and consistent technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of uncoordinated cylindrical shape, large curvature of the surrounding base metal, deformation, etc., to improve production efficiency, The effect of improving the first pass rate and reducing the cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
[0045] Taking an aluminum alloy thin plate cylindrical welded component as an example, its shape and size are as follows: figure 1 As shown, the material of the part is 5083 aluminum alloy, the length is 1100mm, the thickness is 3mm, and the diameter of the cylinder after welding the longitudinal weld is 219mm.
[0046] The processing process of the cylinder is carried out as follows:
[0047] Taking an aluminum alloy thin plate cylindrical welded component as an example, its shape and size are shown in figure 1 As shown, the material of the part is 5083 aluminum alloy, the length is 1100mm, the thickness is 3mm, and the diameter of the cylinder after welding the longitudinal weld is 219mm.
specific Embodiment approach
[0048] The specific embodiment is carried out according to the following process steps:
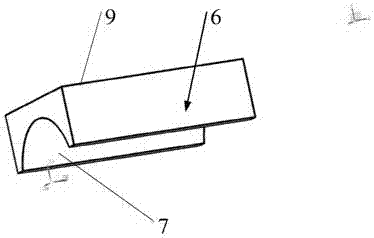
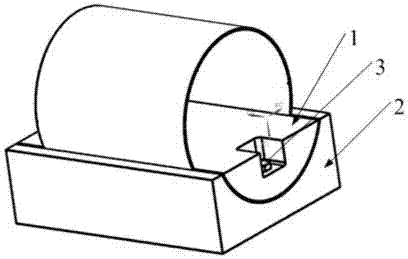
[0049] (1) Design tooling: tooling a (such as figure 2 (shown) is the pad used for cold working and pre-deformation after the longitudinal weld seam of the cylinder is welded, which is consistent with the shape of the cylinder. Tooling b (such as image 3 (shown) is a conformal clamping tool, that is, a fastening device that is placed on the weld seam of the cylinder during heat treatment at the welded joint and whose shape is consistent with the cylinder. The main body of the tooling b is two metal molds that fit together up and down—the punch 1 and the die 2. The convex shape of the punch is consistent with the inner surface of the cylinder, and the concave surface of the die is consistent with the outer surface of the cylinder. The two ends of the mold and the die are fastened by fastening bolts 3, so as to achieve the effect of clamping the welding joint of the cylinder body.
[0...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com