Casting process of sprocket wheel hub
A casting process and wheel hub technology is applied in the field of casting process of sprocket wheel hub, which can solve the problems of bulldozer paralysis, hidden quality problems, difficult to eliminate by quenching and tempering treatment, etc., so as to solve the quality problems of casting shrinkage and cracks, and ensure the effect of using performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0025] In this embodiment, a casting process for a sprocket hub includes the following steps:
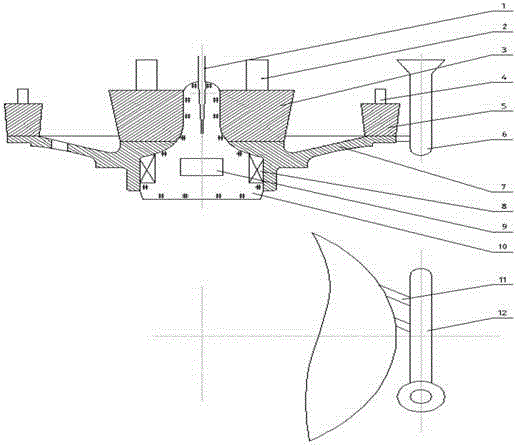
[0026] (1) Pattern design: sprocket hub casting system design, 1 straight gate, size φ40mm; 1 horizontal gate, size 40×30×35(mm); 2 inner gates; size: 40× 30×30(mm); sprocket wheel hub sand core design, air channel is set in the middle of the sand core, the size is φ30mm; the middle and lower part of the sand core is equipped with anti-crack holes, and the foam plastic gasification mold is put into the core making, the size is 80×100×100( mm); sprocket hub riser and cold iron design: 1 large riser, size φ325×φ295×200 (mm), 4 large riser air passages evenly distributed on the hub riser, size φ50mm; small riser 6 pieces, size (95*160)×(85*150)×150(mm), 6 small riser air passages, size φ30mm; 4 pieces of external cold iron are evenly distributed in the inner hole sand core at the small end of the sprocket hub .
[0027] (2) Sand mold making: modeling adopts sodium silicate sand CO2 m...
Embodiment 2
[0033] In this embodiment, a casting process for a sprocket hub includes the following steps:
[0034] (1) Pattern design: sprocket hub casting system design, 1 straight gate, size φ40mm; 1 horizontal gate, size 40×30×35(mm); 2 inner gates; size: 40× 30×30(mm); sprocket wheel hub sand core design, air channel is set in the middle of the sand core, the size is φ30mm; the middle and lower part of the sand core is equipped with anti-crack holes, and the foam plastic gasification mold is put into the core making, the size is 80×100×100( mm); sprocket hub riser and cold iron design: 1 large riser, size φ325×φ295×200 (mm), 4 large riser air passages evenly distributed on the hub riser, size φ50mm; small riser 6 pieces, size (95*160)×(85*150)×150(mm), 6 small riser air passages, size φ30mm; 4 pieces of external cold iron are evenly distributed in the inner hole sand core at the small end of the sprocket hub .
[0035] (2) Sand mold making: modeling adopts sodium silicate sand CO2 m...
Embodiment 3
[0041] In this embodiment, a casting process for a sprocket hub includes the following steps:
[0042] (1) Pattern design: sprocket hub casting system design, 1 straight gate, size φ40mm; 1 horizontal gate, size 40×30×35(mm); 2 inner gates; size: 40× 30×30(mm); sprocket wheel hub sand core design, air channel is set in the middle of the sand core, the size is φ30mm; the middle and lower part of the sand core is equipped with anti-crack holes, and the foam plastic gasification mold is put into the core making, the size is 80×100×100( mm); sprocket hub riser and cold iron design: 1 large riser, size φ325×φ295×200 (mm), 4 large riser air passages evenly distributed on the hub riser, size φ50mm; small riser 6 pieces, size (95*160)×(85*150)×150(mm), 6 small riser air passages, size φ30mm; 4 pieces of external cold iron are evenly distributed in the inner hole sand core at the small end of the sprocket hub .
[0043] (2) Sand mold making: modeling adopts sodium silicate sand CO2 m...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com