


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Assembling welding method of side guard plate of hydraulic support
A hydraulic support and welding method technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of reducing production efficiency, increasing manufacturing costs, and high requirements for interchangeability of finished products, achieving low production costs and solving large deformation , the effect of design science
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
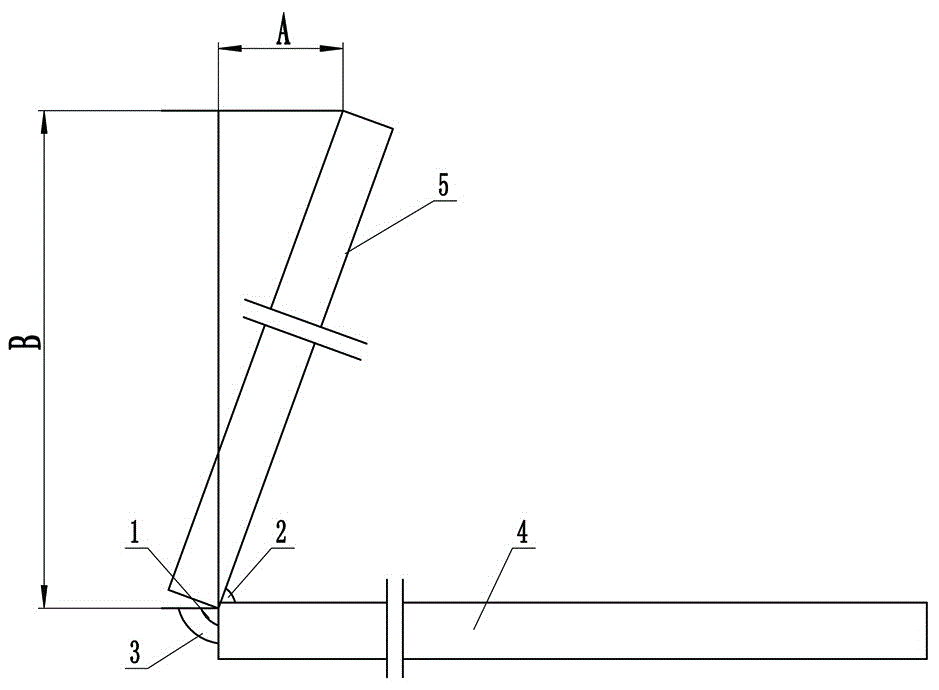
[0022] like figure 1 As shown, a method for assembling and welding hydraulic support side guards, said hydraulic support side guards include side plates 4 and top plates 5, the method can be used for the top beam side guards and shield beam side guards in the hydraulic support frame , Tail beam side guard plate, etc. are assembled and welded. The method for assembling and welding the side guard of the hydraulic support includes the following steps: Step 1. Measure the width of the top plate 5, and determine the amount of reverse deformation according to the width B. In this embodiment, the width B of the top plate 5 is 220mm , The amount of anti-deformation A is 1.5mm, welding wire ER50-6 is used for welding, and the diameter of the welding wire is Φ1.2mm.
[0023] Step 2, the bottom of the top plate 5 is in contact with the side plate 4, and the top of the top plate 5 tilts to move the reverse deformation amount A.
[0024] Step 3. Weld the first weld seam 1 along the outer...
Embodiment 2
[0037] The main difference between this embodiment and Embodiment 1 is that: the width of the top plate is different, resulting in different welding parameters. In this embodiment, the width of the top plate is 350 mm, and the anti-deformation amount A is 4 mm. When welding, welding wire ER62-G is used, and the diameter of the welding wire is Φ1.2 mm, and then assembled and welded.
[0038] When welding the first weld seam, the welding current is 280A, the welding voltage is 30V, and the welding speed is 350mm / min; the welding of the bottom welding is completed.
[0039] When welding the second weld seam, the welding current is 300A, the welding voltage is 32V, and the welding speed is 380mm / min; the filling welding is completed.
[0040] When welding the third weld seam, the welding current is 300A, the welding voltage is 32V, and the welding speed is 380mm / min; the cover welding is completed.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com