


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Groove external electroplating technology of cylinder body
An electroplating process and cylinder technology, applied in the direction of electrolytic coatings, coatings, etc., can solve the problems that the electroplating process cannot guarantee the quality of the composite coating, the cylinder products cannot meet the needs of use, and the quality assurance of the finished product is difficult, so as to avoid poor bonding force. , Guaranteed performance, high density effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
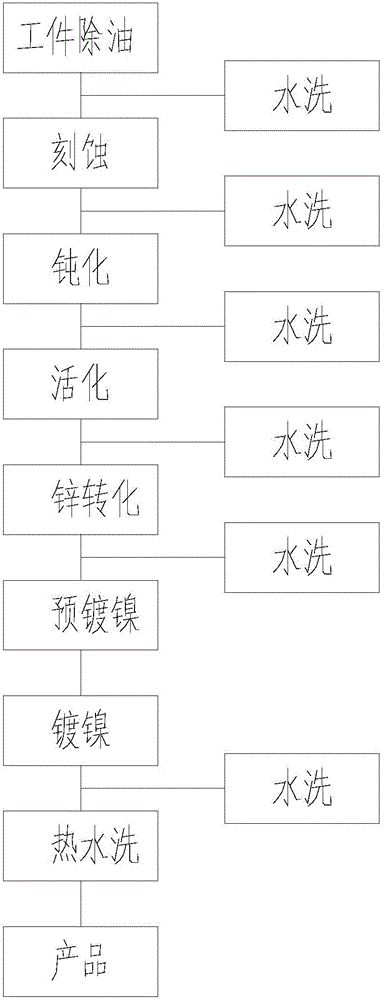
[0077] The electroplating process outside the tank of the cylinder body of the present embodiment comprises the following steps:
[0078] a. Preprocessing:
[0079] a1. Etching, through NaOH 25g / L lye alkali etching, the time is 175s, and the temperature of the alkali etching solution is 40°C; it is carried out by the way of lye flowing through the inner surface of the cylinder;
[0080]a2. Passivation, passivation is carried out by acid solution, which includes 50g / L of potassium hydrogen persulfate and 6g / L of sulfuric acid; the time is 175s, and the temperature of the acid etching solution is 35°C; the acid solution is used to flow through the cylinder superficially;
[0081] a3. Activation, further corroding the inner surface of the cylinder with hydrofluoric acid 13g / L acid solution; the time is 30s, and the temperature is room temperature; the acid solution flows through the inner surface of the cylinder;
[0082] a4. Zinc conversion, using chemical zinc conversion to ...
Embodiment 2
[0089] The electroplating process outside the tank of the cylinder body of the present embodiment comprises the following steps:
[0090] a. Preprocessing:
[0091] a1. Etching, through NaOH 5g / L lye alkali etching, the time is 180s, and the temperature of the alkali etching solution is 60°C; it is carried out by the way of lye flowing through the inner surface of the cylinder;
[0092] a2. Passivation, passivation is carried out by acid solution, which includes 12g / L of potassium hydrogen persulfate and 15g / L of sulfuric acid; the time is 180s, and the temperature of the acid etching solution is 45°C; the acid solution is used to flow through the cylinder superficially;
[0093] a3. Activation, further corroding the inner surface of the cylinder with hydrofluoric acid 4g / L acid solution; the time is 90s, and the temperature is room temperature; the acid solution flows through the inner surface of the cylinder;
[0094] a4. Zinc conversion, using chemical zinc conversion to ...
Embodiment 3
[0101] The electroplating process outside the tank of the cylinder body of the present embodiment comprises the following steps:
[0102] a. Preprocessing:
[0103] a1. Etching, through NaOH 18g / L lye alkali etching, the time is 178s, and the temperature of the alkali etching solution is 50°C; it is carried out by the way of lye flowing through the inner surface of the cylinder;
[0104] a2. Passivation, passivation is carried out by acid solution, which includes 35g / L of potassium hydrogen persulfate and 9g / L of sulfuric acid; the time is 178s, and the temperature of the acid etching solution is 40°C; the acid solution is used to flow through the cylinder superficially;
[0105] a3. Activation, further corroding the inner surface of the cylinder with hydrofluoric acid 8g / L acid solution; the time is 60s, and the temperature is room temperature; the acid solution flows through the inner surface of the cylinder;
[0106] a4. Zinc conversion, using chemical zinc conversion to ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com