Manufacturing method of x80 pipeline steel spiral welded pipe
A technology for spiral welded pipes and manufacturing methods, which is applied in the manufacture of spiral submerged arc welded pipes and the manufacture of X80 pipeline steel spiral welded pipes. Effects of heat input, toughness improvement, and grain size reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
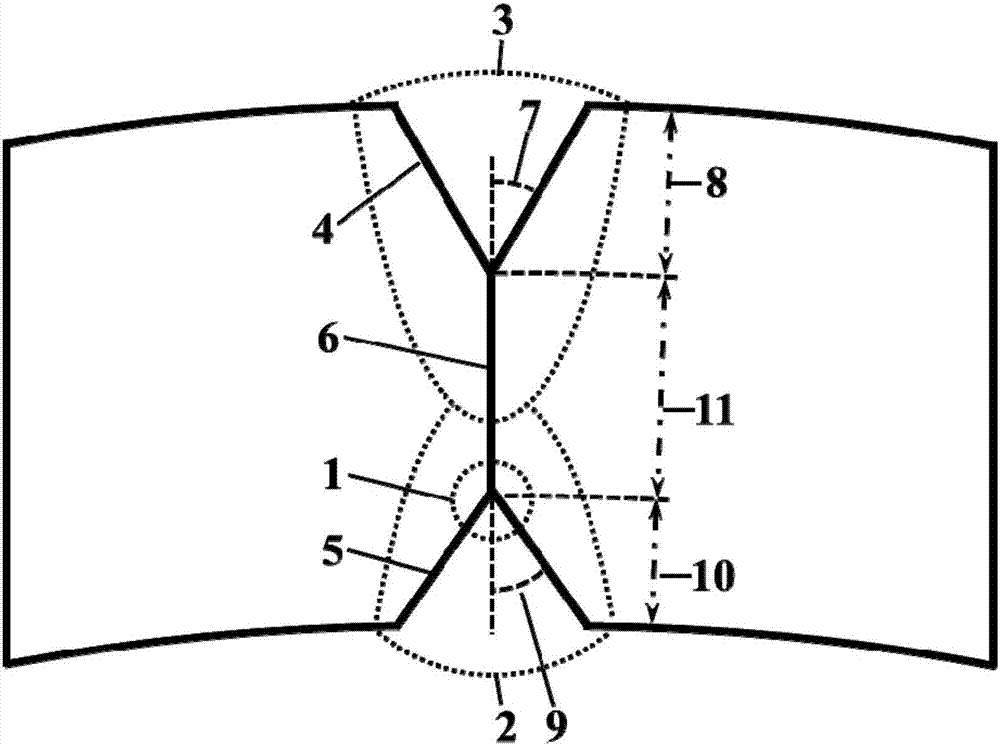
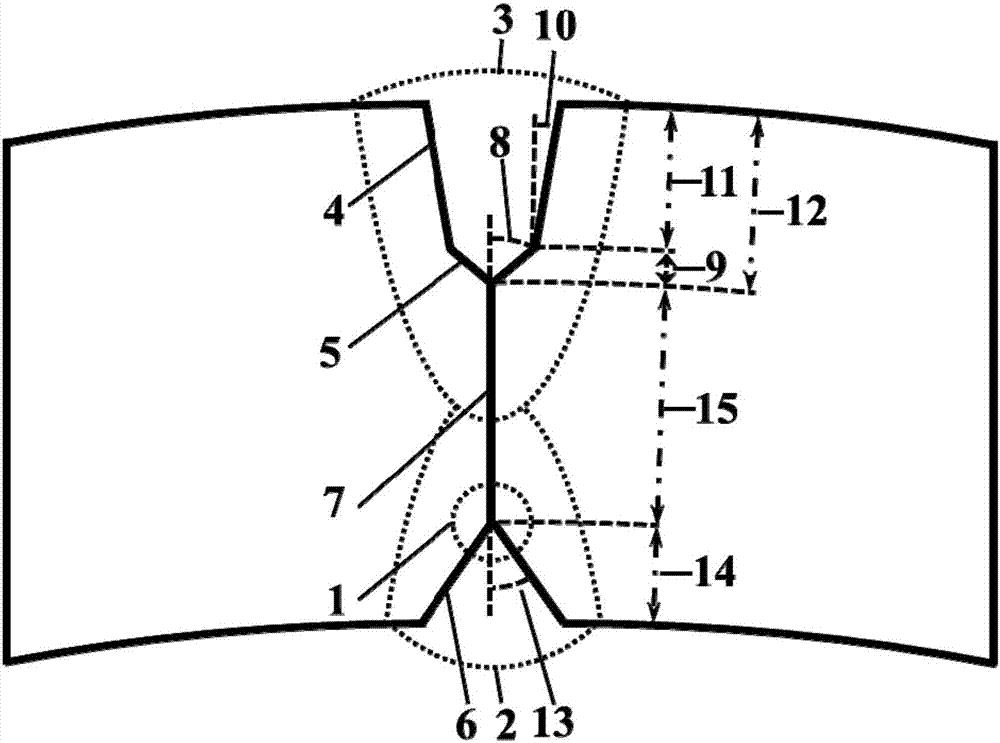
[0021] Such as figure 2 As shown, the manufacturing method of X80 pipeline steel spiral welded pipe adopts the X80 pipeline steel coil with a wall thickness of 21.4mm, and its chemical composition (weight percentage) is as follows: C 0.04~0.07, Si 0.15~0.25, Mn 1.68~1.78, Nb0. 04~0.05, Ti 0.01~0.02, Cu 0.12~0.22, Cr 0.20~0.28, Mo 0.10~0.20, Ni 0.10~0.20, P<0.015, S<0.005, N<0.006, Fe is the balance; made pipe diameter It is a Φ1422mm X80 pipeline steel spiral welded pipe, and the process steps are as follows:
[0022] 1. Uncoiling and leveling of X80 pipeline steel coils: Uncoil the X80 pipeline steel coils with an uncoiler and level them with a leveler;
[0023] 2. Edge milling: rough milling first, milling off the width of the plate edge by 5-10mm; then fine milling, as attached figure 2 As shown, the groove on the outer side of the pipe wall is the outer groove, the groove on the inner side is the inner groove 6, and the straight edge between the two grooves is the blun...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com