A kind of tungsten/transition layer/steel composite material and its preparation method of low temperature and low pressure active diffusion connection
A composite material, diffusion joining technology, applied in welding equipment, chemical instruments and methods, layered products, etc., can solve the problems of large residual stress of joints, high welding condition requirements, long connection time, etc., and achieve low residual stress and joints. The effect of good size adaptability and high-efficiency connection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] The low-temperature and low-pressure active diffusion connection method of tungsten and steel in this embodiment is carried out according to the following steps:
[0036] 1. Surface cleaning: first use 150#, 400#, 800#, 1200# and 1500# metallographic sandpaper to grind and polish the connection surface between tungsten and steel to be welded step by step until the surface finish is 3μm, and then use ultrasonic The washer (setting the cleaning temperature at 35°C) cleans the material to be welded in absolute ethanol, acetone, and absolute ethanol for 15 minutes each, so as to remove oil and impurities on the surface of the sample to be welded. In order to prevent the materials to be welded from being oxidized or polluted again, they should be stored in absolute ethanol for later use.
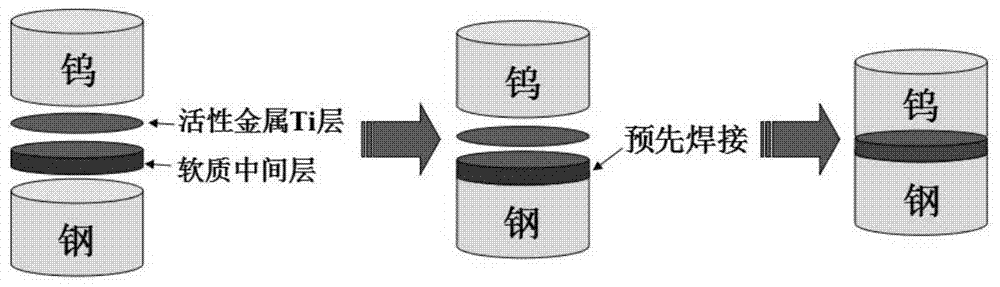
[0037] 2. Preparation of tungsten / transition layer / steel structural parts: First, braze the soft intermediate layer Cu (thickness about 0.1mm) in the optimized transition layer and the ste...
Embodiment 2
[0040] The low-temperature and low-pressure active diffusion connection method of tungsten and steel in this embodiment is carried out according to the following steps:
[0041] 1. Surface cleaning: first use 150#, 400#, 800#, 1200# and 1500# metallographic sandpaper to grind and polish the connection surface between tungsten and steel to be welded step by step until the surface finish is 5μm, and then use ultrasonic The washer (setting the cleaning temperature at 35°C) cleans the material to be welded in absolute ethanol, acetone, and absolute ethanol for 10 minutes each in order to remove oil and impurities on the surface of the sample to be welded. In order to prevent the materials to be welded from being oxidized or polluted again, they should be stored in absolute ethanol for later use.
[0042] 2. Preparation of tungsten / transition layer / steel structural parts: first, the soft intermediate layer Ni (thickness about 0.3mm) in the optimally designed transition layer and th...
Embodiment 3
[0045] The low-temperature and low-pressure active diffusion connection method of tungsten and steel in this embodiment is carried out according to the following steps:
[0046] 1. Surface cleaning: first use 150#, 400#, 800#, 1200# and 1500# metallographic sandpaper to grind and polish the connection surface between tungsten and steel to be welded step by step until the surface finish is 3μm, and then use ultrasonic The washer (setting the cleaning temperature at 35°C) cleans the material to be welded in absolute ethanol, acetone, and absolute ethanol for 20 minutes each to remove oil and impurities on the surface of the sample to be welded. In order to prevent the materials to be welded from being oxidized or polluted again, they should be stored in absolute ethanol for later use.
[0047] 2. Preparation of tungsten / transition layer / steel structural parts: Firstly, the soft intermediate layer Cu (thickness about 0.5mm) in the optimally designed transition layer is vacuum-dif...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com