


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
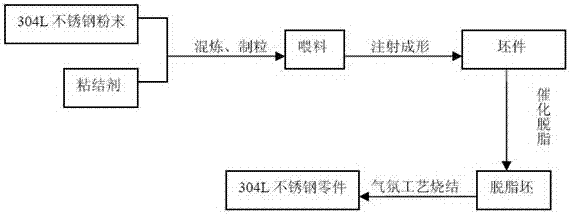
A kind of 304l stainless steel metal powder injection molding method
An injection molding and metal powder technology, which is applied in the field of 304L stainless steel metal powder injection molding, can solve the problems of unsatisfactory dimensional accuracy and surface accuracy, easy defects in degreasing products, and complicated degreasing process, so as to achieve low production cost and high production efficiency. , to avoid the effect of complex processes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] The 304L stainless steel metal powder injection molding method of embodiment 1 may further comprise the steps:
[0025] (1) Prepare binder according to the following weight percentages: polyoxymethylene 86%, high-density polyethylene 8%, polypropylene 2%, paraffin 4%; 304L stainless steel powder and binder are mixed according to the volume ratio of 1:2 kneading, the kneading temperature is 170°C, the kneading time is 1.5h, and then granulated on the granulator to make feed;
[0026] (2) Add the feed material obtained in step (1) into the injection molding machine for injection molding, the injection temperature is 160°C, the injection pressure is 70MPa, the mold temperature is 120°C, and a blank is prepared;
[0027] (3) the blank that step (2) is obtained is placed in catalytic degreasing furnace and is carried out catalytic degreasing with nitric acid gas as catalyzer, and nitric acid gas feed rate is 1.6L / h, and nitrogen gas feed rate is 2L / h, and degreasing temperat...
Embodiment 2
[0030] The 304L stainless steel metal powder injection molding method of embodiment 2 comprises the following steps:
[0031] (1) Prepare binder according to the following weight percentage: polyoxymethylene 89%, high-density polyethylene 5%, polypropylene 2%, paraffin 4%; 304L stainless steel powder and binder are mixed according to the volume ratio of 1:3 kneading, the kneading temperature is 180°C, the kneading time is 1.8h, and then granulated on the granulator to make feed;
[0032] (2) Add the feed material obtained in step (1) into the injection molding machine for injection molding, the injection temperature is 180°C, the injection pressure is 100MPa, the mold temperature is 120°C, and a blank is prepared;
[0033] (3) the blank that step (2) is obtained is placed in catalytic degreasing furnace and is carried out catalytic degreasing with nitric acid gas as catalyzer, and nitric acid gas feed rate is 2L / h, and nitrogen gas feed rate is 2.3L / h, and degreasing temperatu...
Embodiment 3
[0036] The 304L stainless steel metal powder injection molding method of embodiment 3 comprises the following steps:
[0037] (1) Prepare binder according to the following weight percentages: polyoxymethylene 91%, high-density polyethylene 4%, polypropylene 2%, paraffin 3%; 304L stainless steel powder and binder are mixed according to the volume ratio of 1:4 Mixing, the mixing temperature is 195°C, the mixing time is 1.5h, and then granulated on the granulator to make feed;
[0038] (2) Add the feed material obtained in step (1) into the injection molding machine for injection molding, the injection temperature is 190°C, the injection pressure is 120MPa, the mold temperature is 125°C, and a blank is prepared;
[0039] (3) Place the blank that step (2) obtains in the catalytic degreasing furnace and use nitric acid gas as a catalyst to carry out catalytic degreasing. 130°C, the degreasing time is 3h, and the degreasing base is obtained, and the degreasing rate of the defatting...
PUM
| Property | Measurement | Unit |
|---|---|---|
| skim rate | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com