High-performance glass fiber reinforced polypropylene composite material specially used for micro-foaming and preparation method thereof
A composite material, polypropylene technology, applied in the polymer field, can solve the problems of reduced density and performance, and achieve the effect of reduced bending strength, high cost performance, and uniform cells.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0031] Weigh each component according to the data of Example 1 shown in Table 1, mix each component other than the glass fiber chopped strand mat evenly with the high-speed mixer, and put it into the main feeding bin of the twin-screw extruder, The glass fiber chopped strand mat is put into the side feeding bin, the screw diameter of the extruder is 35mm, the length-to-diameter ratio L / D is 40, the speed of the main engine is set at 250 rpm, and the temperature of each zone of the main barrel (from the feeding port to Head outlet) is set at 60°C, 160°C, 190°C, 195°C, 200°C, 210°C, 210°C, and the product is obtained after melt extrusion, cooling, granulation, drying and other processes.
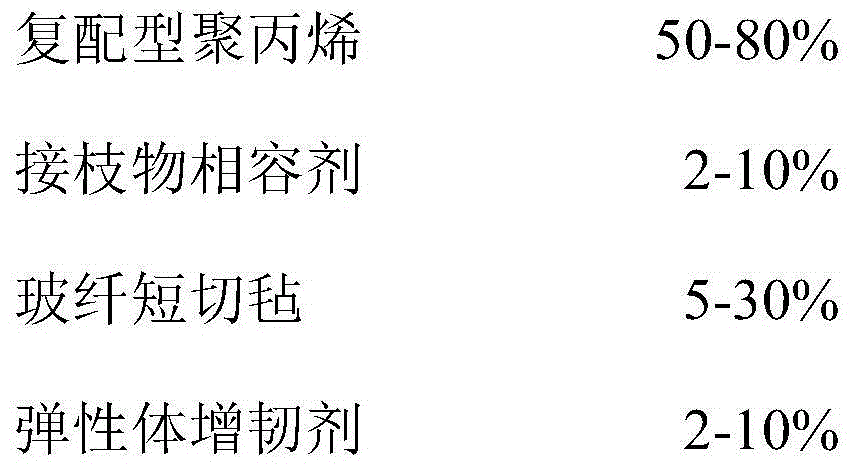
[0032] Table 1 Formula table of glass fiber reinforced polypropylene composite material dedicated to high-performance micro-foaming (unit: gram)
[0033]
Embodiment 2
[0035] Weigh each component according to the data of Example 2 shown in Table 1, mix the components other than the glass fiber chopped strand mat evenly with the high-speed mixer, and put it into the main feeding bin of the twin-screw extruder. The glass fiber chopped strand mat is put into the side feeding bin, the screw diameter of the extruder is 35mm, the length-to-diameter ratio L / D is 40, the speed of the main engine is set at 250 rpm, and the temperature of each zone of the main barrel (from the feeding port to Head outlet) is set at 60°C, 160°C, 190°C, 195°C, 200°C, 210°C, 210°C, and the product is obtained after melt extrusion, cooling, granulation, drying and other processes.
Embodiment 3
[0037] Weigh each component according to the data of Example 3 shown in Table 3, mix each component other than the glass fiber chopped strand mat with a high-speed mixer, and put it into the main feeding bin of the twin-screw extruder. The glass fiber chopped strand mat is put into the side feeding bin, the screw diameter of the extruder is 35mm, the length-to-diameter ratio L / D is 40, the speed of the main engine is set at 250 rpm, and the temperature of each zone of the main barrel (from the feeding port to Head outlet) is set at 60°C, 160°C, 190°C, 195°C, 200°C, 210°C, 210°C, and the product is obtained after melt extrusion, cooling, granulation, drying and other processes.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Density | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com