Tialn-coated tool
A tool and coating technology, applied in the direction of coating, metal material coating process, manufacturing tools, etc., can solve the problems of tool wear, cutting edge cracking, affecting the stability of cutting edge, etc., to achieve long service life, less coating The effect of cracking and low brittleness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0041] Example 1 - Shank tool (Schaftwerkzeuge)
[0042] In this example, a solid hard metal (SHM) end mill (so-called "Tough Guy") was provided with a coating according to the invention and a comparative coating according to the prior art, and the The coated tools were compared in the test.
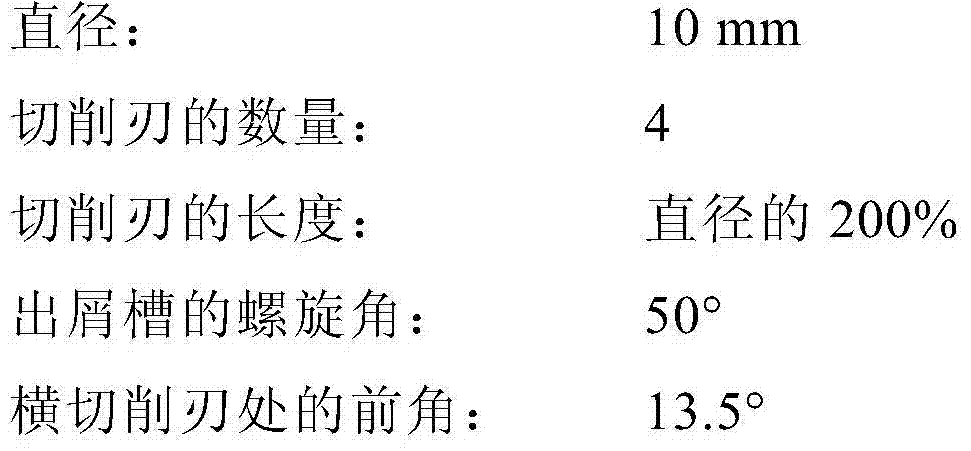
[0043] Specifications for Solid Carbide Metal (SHM) End Mills
[0044]
[0045]
[0046] Before coating, the substrates were first subjected to a cutting edge rounding step to a radius of 7 μm by wet spraying with glass beads.
[0047] Production of the inventive coating
[0048] First, a TiAlN intermediate coating with a thickness of 0.2 μm was deposited on the surface of the substrate by arc evaporation from a Ti-Al mixed target (Ti:Al=50:50) (bias: 100V, 4Pa nitrogen, 0.8A / cm 2 Specific evaporator flow rate, deposition temperature: 550°C). A wear-resistant protective coating according to the invention was also deposited thereon by arc evaporation, with a total layer thi...
Embodiment 2
[0063] Example 2 – Shank Tool
[0064] In this example, as in Example 1, a solid hard metal (SHM) end mill (so-called "tough guy") is provided with a coating according to the invention and a comparative coating according to the prior art , and compared the coated tools in cutting tests. Compared to Example 1, the coated end mill only has a different shape.
[0065] Before coating, the substrate was also first subjected to a cutting edge rounding step to a radius of 7 μm by wet spraying with glass beads.
[0066] Specifications for Solid Carbide Metal (SHM) End Mills
[0067]
[0068] Cutting test 2
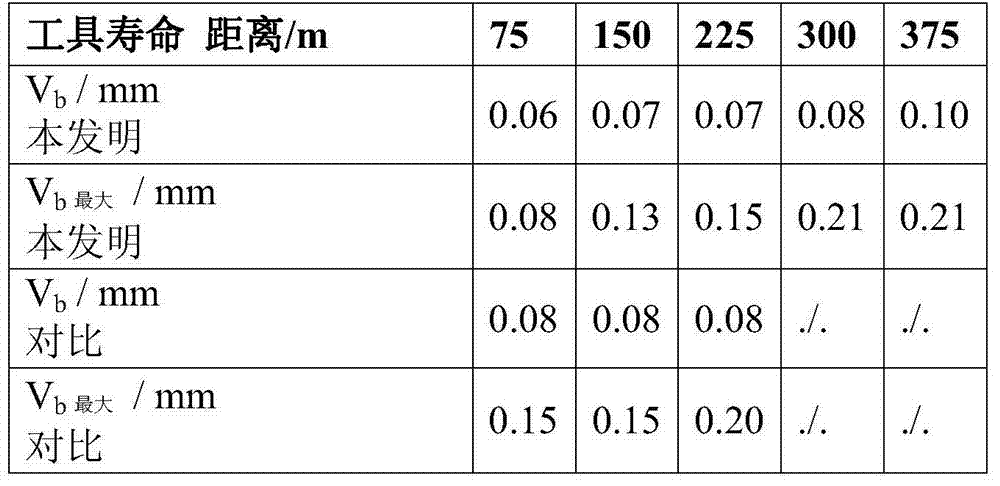
[0069] The coated tools were compared in milling tests and the mean flank wear V was determined in an average way from two tests in each case b and maximum flank wear V b最大 . The results of the tests are presented in Table 2 below.
[0070] Work piece: 1.0503# C45 steel, about 600N / mm 2 Strength of
[0071] Cutting conditions: Tooth feed f z =0.02mm
[0072] ...
Embodiment 3
[0081] Example 3 – Shank Tool
[0082] The tool substrate coated in this example was the same as in example 1. Similarly, a TiAlN intermediate coating with a thickness of 0.2 μm was deposited on the surface of the substrate by arc evaporation from the Ti-Al mixed target (Ti:Al=50:50) (bias: 100V, 4Pa nitrogen, 0.8A / cm 2 Specific evaporator flow rate, deposition temperature: 550°C).
[0083] Compared with Example 1, from 2 Ti-Al mixed targets having a Ti:Al ratio of 50:50 via arc evaporation (2A / cm 2 specific evaporator flow rate) with a total layer thickness of 2 μm to deposit the wear-resistant protective coating according to the invention, and use 2 Al targets by double magnetron sputtering (13W / cm 2 specific power) to increase the aluminum content in the TiAlN coating (B) periodically alternating with the TiAlN coating (A) (bias: 80V, 1.5Pa nitrogen, deposition temperature: 550°C). As in Example 2, 90 Ti in which Ti:Al=50:50 x(A) Al y(A) N coating (A) and 90 Ti where...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com