


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A brazing method for the head assembly of a flame cylinder
A technology of flame tube head and brazing method, which is applied in the direction of combustion method, welding medium, welding equipment, etc., can solve the problems of discontinuous brazing seam, blockage of cold air holes, and inability to wet, so as to achieve strong operability and avoid The effect of oxidation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
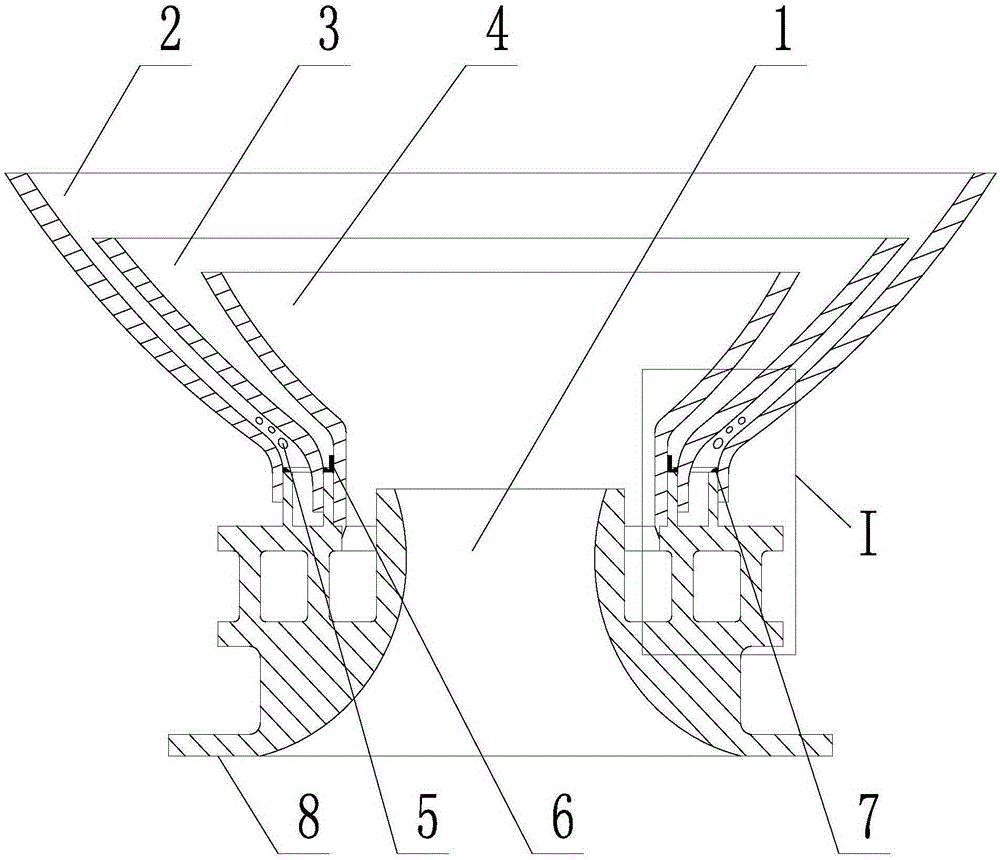
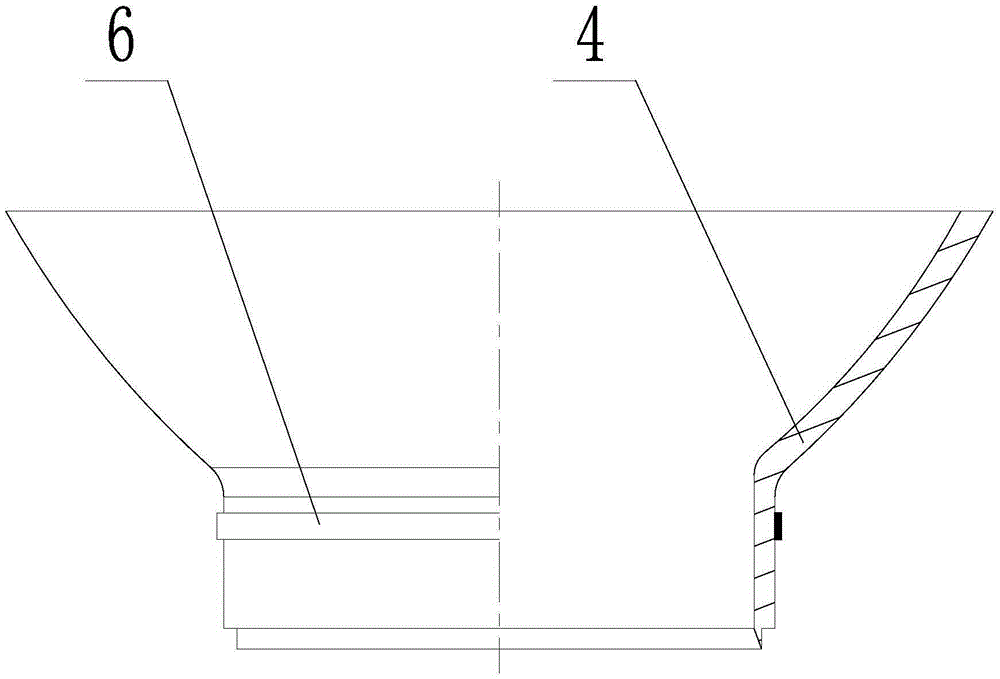
[0033] The vortex, the front part of the cylinder and the sleeve of the head assembly of the flame tube are nickel-based superalloys of GH3536, and the splash plate is a nickel-based superalloy of GH5188. The front part of the cylinder, the splash plate, the sleeve and the vortex are to be welded The axial overlapping assembly dimensions of the cylinder are 3.0mm, 3.5mm, and 4.0mm respectively. The theoretical diameters of the front section of the cylinder, the splash plate, and the sleeve located at the vortex to be welded are φ45mm, φ30mm, and φ22mm. Each brazing batch There are process test pieces in the flame tube head assembly of the second time, and the brazing process is carried out together with the flame tube head assembly as a part, and the process test piece is used for the final quality inspection.
[0034] The type of vacuum furnace used in the brazing process is VBFV-160, the working temperature of the equipment is 550-1300°C, the temperature uniformity is ±5°C, a...
Embodiment 2
[0051] The vortex, the front part of the cylinder and the sleeve of the head assembly of the flame tube are nickel-based superalloys of GH3536, and the splash plate is a nickel-based superalloy of GH5188. The front part of the cylinder, the splash plate, the sleeve and the vortex are to be welded The axial overlapping assembly dimensions are 3.5mm, 4.5mm, and 6mm respectively. The theoretical diameters of the front section of the cylinder, the splash plate, and the sleeve located at the vortexer to be welded are φ50mm, φ35mm, and φ25mm. Each brazing batch There are process test pieces in the flame tube head assembly, which are brazed together with the flame tube head assembly as a part, and the process test piece is used for final quality inspection.
[0052] The type of vacuum furnace used in the brazing process is VBFV-160, the working temperature of the equipment is 550-1300°C, the temperature uniformity is ±5°C, and the ultimate vacuum pressure is 0.001Pa.
[0053] The bra...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com