Diesel and kerosene resistant high-shrinkage heat-shrinkable tube for optical fiber splicing and sealing and preparation method thereof
A heat-shrinkable sleeve and optical cable splicing technology, applied in the field of materials, can solve the problems of air leakage of the optical cable splice box, no heat-shrinkable sleeve, failure of the connection and bonding of the base of the optical cable splice box, etc., and achieves good kerosene resistance effect.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0042] High-density polyethylene (5000s, density 0.954g / cm 3 ) 15.0%; high-density polyethylene (C911A, density 0.954g / cm 3 ) 35.0%; medium density polyethylene (0588, density 0.932g / cm 3 ) 25.0%; linear low density polyethylene (7042, density 0.918g / cm 3 ) 20.0%; primary antioxidant (1010) 0.6%; secondary antioxidant (DSTDP) 0.4%: black masterbatch, 2.0%, processing aid PPA, 2.0%.
[0043] Base material batching→mixing→extrusion granulation→extrusion tube blank→radiation crosslinking→expansion
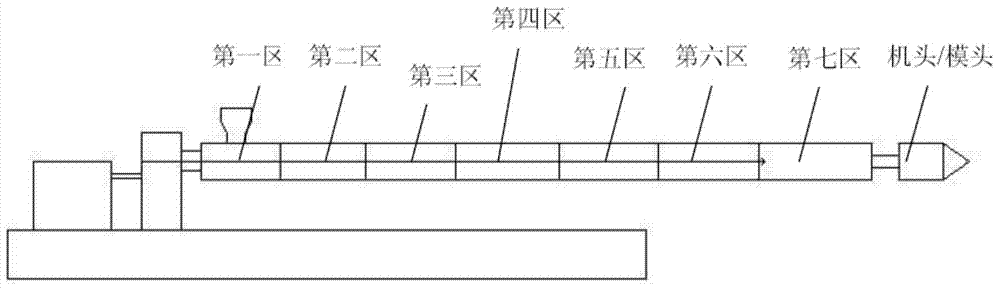
[0044] After mixing, put the uniformly mixed base material into the discharge port of the twin-screw extruder, and extrude the granulated material according to the following process:
[0045]Barrel: first zone: 120±20°C, second zone: 140±20°C, third zone: 160±20°C, fourth zone: 200±20°C, fifth zone: 220±20°C, sixth zone Zone: 220±20°C, seventh zone: 220±20°C; machine head: 220±20°C.
[0046] The substrate granulated material obtained by the above process is dried and then sent to...
Embodiment 2
[0050] High-density polyethylene (5000s, density 0.954g / cm 3 ) 25.0%; high-density polyethylene (C911A, density 0.954g / cm 3 ) 25.0%; medium density polyethylene (0588, density 0.932g / cm 3 ) 25.0%; low-density polyethylene (FB3003, density 0.918g / cm 3 ) 20.0%; primary antioxidant (1010) 0.6%; secondary antioxidant (DSTDP) 0.4%: black masterbatch, 2.0%, processing aid PPA, 2.0%.
[0051] Base material batching→mixing→extrusion granulation→extrusion tube blank→radiation crosslinking→expansion
[0052] After mixing, put the uniformly mixed base material into the discharge port of the twin-screw extruder, and extrude the granulated material according to the following process:
[0053] Barrel: first zone: 120±20°C, second zone: 140±20°C, third zone: 160±20°C, fourth zone: 200±20°C, fifth zone: 220±20°C, sixth zone Zone: 220±20°C, seventh zone: 220±20°C; machine head: 220±20°C.
[0054] The substrate granulated material obtained by the above process is dried and then sent to the...
Embodiment 3
[0057] The performance detection of embodiment 3 heat-shrinkable sleeve
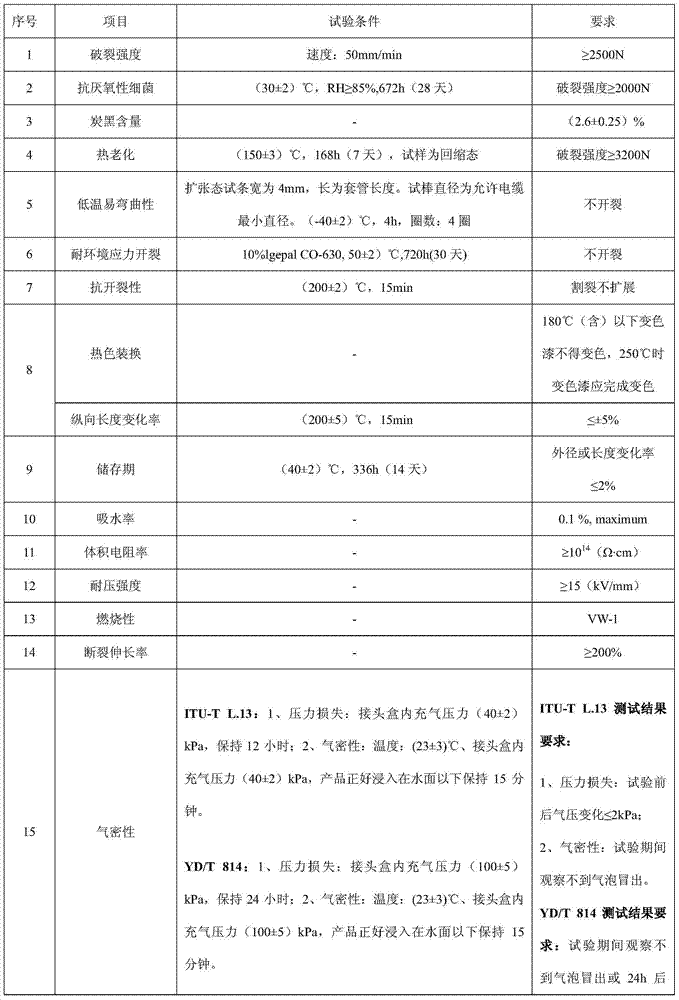
[0058] The hot melt adhesive is coated on the inner surface of the heat-shrinkable sleeve, and the performance requirements to be met are shown in Table 1:
[0059] Table 1 Performance requirements of heat-shrinkable tubing
[0060]
[0061]
[0062] The heat-shrinkable sleeves of Example 1 and Example 2 both meet the performance requirements shown in Table 1, and reach a shrinkage requirement of more than 6 times.
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com