A Method of Eliminating Welding Residual Stress Using High Pressure Water Jet
A high-pressure water jet, residual stress technology, applied in recycling technology, process efficiency improvement, furnace type, etc., can solve the problem of difficult to eliminate residual stress in dead corners, not suitable for high rigid parts such as thick plates, consuming a lot of energy and time. and other problems, to achieve the effect of controlling crack propagation, increasing plastic strain and reducing residual stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
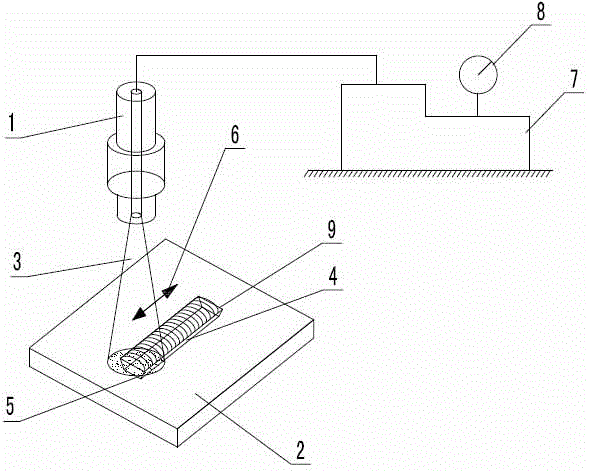
[0034] Refer to attached Figure 1~3 , the workpiece 2 is made of 304 stainless steel, the weld 4 on the workpiece 2 is welded with a 304 stainless steel repair welding joint, and the repair welding is performed in the middle of the workpiece 2. The depth of the weld 4 is 4mm, the groove angle of the weld 4 is 60°, and the nozzle 1 diameter is 1mm.
[0035] This embodiment includes the following steps:
[0036] 1) Fix the welded workpiece 2 on the working platform after cooling;
[0037] 2) Move the nozzle 1 directly above the weld 4, the distance between the outlet of the nozzle 1 and the weld 4 is 8 mm, and the water jet 3 ejected from the nozzle 1 is perpendicular to the surface of the workpiece;
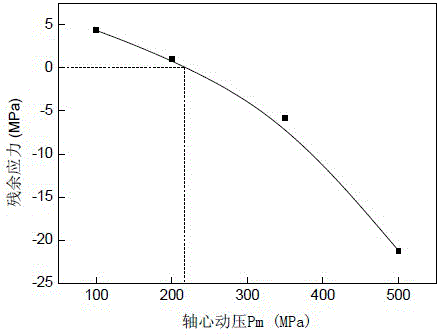
[0038] 3) Start the hydraulic and pneumatic systems of the high-pressure water jet delivery pump 7, and adjust the dynamic pressure of the water jet beam 3 axis to 220MPa, which is 0.85~0.9 times the yield strength of the workpiece material;
[0039] 4) Starting from the start...
Embodiment 2
[0045] refer to figure 1 with Figure 4~5 , the workpiece 2 is made of 316 stainless steel, the weld 4 on the workpiece 2 is welded with a 316 stainless steel repair welding joint, the depth of the weld 4 is 4mm, the groove angle of the weld 4 is 60°, and the diameter of the nozzle is 1mm.
[0046] This embodiment includes the following steps:
[0047] 1) Fix the welded workpiece 2 on the working platform after cooling;
[0048] 2) Move the nozzle 1 directly above the weld 4, the distance between the outlet of the nozzle 1 and the weld 4 is 10mm, and the water jet 3 ejected from the nozzle 1 is perpendicular to the surface of the workpiece;
[0049] 3) Start the hydraulic and pneumatic systems of the high-pressure water jet delivery pump 7, and adjust the dynamic pressure of the water jet beam 3 axis to 670MPa, which is 1.4 to 1.6 times the yield strength of the workpiece material;
[0050] 4) Starting from the starting point 5 of the weld 4, move the nozzle 1 along the wel...
Embodiment 3
[0056] refer to figure 1 with Figure 5~6 , The workpiece 2 is made of 304 stainless steel as the cladding material, Q345R as the base material, and the thicknesses are 3 and 17mm respectively. The workpiece 2 is made of a stainless steel composite plate repair welding joint, and the repair welding is performed in the middle of the workpiece 2. The depth of the weld 4 is 4mm, the groove angle of the weld 4 is 60°, and the diameter of the nozzle 1 is 1mm.
[0057] This embodiment includes the following steps:
[0058] 1) Fix the welded workpiece 2 on the working platform after cooling;
[0059] 2) Move the nozzle 1 directly above the weld 4, the distance between the outlet of the nozzle 1 and the weld 4 is 5mm, and the water jet 3 ejected from the nozzle 1 is perpendicular to the surface of the workpiece;
[0060] 3) Start the hydraulic and pneumatic systems of the high-pressure water jet delivery pump 7, and adjust the dynamic pressure of the water jet beam 3 axis to 280MPa...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com