Method for producing oriented silicon steel with excellent underlying quality
A technology of grain-oriented silicon steel and a production method, which is applied in the production field of grain-oriented silicon steel with excellent underlying quality, can solve the problems of not considering the influence of the underlying quality, difficult to obtain effects, insufficient and other problems, so as to reduce or eliminate spot-like exposed gold defects, The effect of eliminating spot-like gold defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0046] The chemical composition and weight percentage are: 3.15% Si; 0.040% C; 0.22%Mn; 0.021%S; 0.021% Als; 0.0090% N; 0.052% Cu; 0.046%Sn; ; The rest is Fe and unavoidable impurities of continuous casting slab heated at 1180 ℃, hot-rolled into a hot-rolled coil thickness of 2.3mm.
[0047] After normalized annealing, the hot-rolled coils are cold-rolled once to a thickness of 0.30mm and 0.27mm, then undergo continuous decarburization annealing and nitriding annealing, and are coated with an annealing separator with magnesium oxide as the main component, and then undergo an oxidation annealing process. high-temperature annealing, and the rest of the process is carried out as usual. The results of its implementation are shown in Table 1.
[0048] Table 1 List of results of decarburization, nitriding, annealing and one-time cold rolling used in this embodiment and comparative examples
[0049]
Embodiment 2
[0051] The composition and weight percentage of continuous casting billet are: 3.20% Si; 0.056% C; 0.08%Mn; 0.011%S; 0.030% AIs; 0.0085% N; %Ti; the rest is Fe and unavoidable impurities. After the billet is heated at 1200°C, it is hot rolled into a hot coil with a thickness of 2.3mm.
[0052] After normalized annealing, hot-rolled coils are cold-rolled to a thickness of 0.23mm and 0.27mm, and then oxidized and annealed after continuous decarburization annealing or / and in the cooling stage of decarburization and nitriding treatment, and coated with magnesium oxide as the main component The annealing spacer, or / and use pure nitrogen atmosphere for oxidation annealing treatment in the first heating stage of high temperature annealing, and the other stage processes of high temperature annealing are carried out as usual. The results obtained after stretching, leveling annealing and insulating coating are shown in Table 2.
[0053] Table 2 List of results of decarburization, nitr...
Embodiment 3
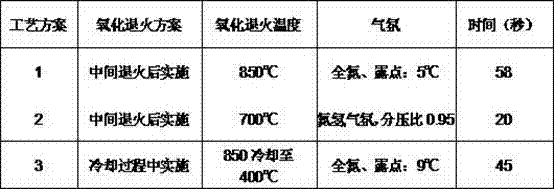
[0056] The composition of the continuous casting slab (percentage by weight): 0.033-36%C, 3.16-3.20%Si, 0.18-0.19%Mn, 0.0040-0.0060%S, 0.014-0.16%Als, 0.0086-0.0093%N, 0.48-0.50% Cu, the rest is Fe and unavoidable impurities. After heating at 1250°C, the continuous casting slab is hot-rolled into a hot-rolled coil with a thickness of 2.3mm. After pickling and cold rolling to 0.65mm, after complete decarburization annealing in the middle, part of the steel coils are oxidized and annealed. The parameters of the oxidation annealing treatment scheme are shown in Table 3. Then all steel coils were cold-rolled to a finished thickness of 0.30mm, and then recovered and annealed at 580°C. Some coils were subjected to oxidation annealing during recovery annealing. The scheme is shown in Table 4. Afterwards, an annealing release agent with magnesium oxide as the main component is coated, and its moisture content is controlled at 2.0-3.0%. During the high-temperature annealing and heatin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com