Preparation method of a super wear-resistant composite roll
A technology of composite rolls and rolls, applied in the directions of rolls, metal rolling, metal rolling, etc., can solve problems such as spalling, and achieve the effect of solving surface stress, saving roll manufacturing resources, and improving utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0033] A preparation method of a super wear-resistant composite roll of the present invention, the super wear-resistant composite roll is composed of a roll core and a roll working layer or a roll nest working layer, the roll material core is referred to as the roll core; the roll working layer or roll The nest working layer is prepared by surfacing welding process on the core of the roll, and hardened by explosive hardening process or laser surface hardening process; the form of the roll is divided into two types: plate roll and profile roll.
[0034] The preparation method of described plate roll comprises the steps:
[0035] Step 1) Use the core part of the roll material of the ductile cast iron cast plate with the grade QT400--QT800-2, and the diameter of the core part is 5mm-50mm smaller than the final nominal diameter of the roll;
[0036]Step 2) Use the hollow electrode to surfacing the roller core to form a surfacing layer A on the surface of the roller core. The thick...
Embodiment 1
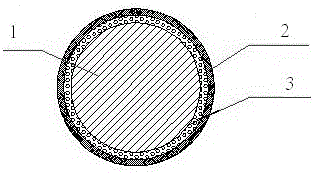
[0049] Such as figure 1 As shown, the preparation method of the plate roll with a diameter of 1200mm
[0050] Step 1) Prepare the core part of the plate roll by casting method, and the material is QT800-2. The core diameter is 1160 mm. The surface roughness Ra after rough machining is 32um.
[0051] Step 2) The surface of the roller core 1 needs to be heated to 290°C, and the hollow electrode is used to surfacing the roller core to form a surfacing layer A 3 on the surface of the roller core, and the thickness of the surfacing layer A is 24mm; the hollow cavity of the hollow electrode is equipped with Composite powder, its composition is: 42CrMo powder, 65 nickel alloy powder, nano tungsten carbide powder, aluminum powder and graphite powder. Its weight percentage is respectively 50%, 20%, 8%, 20% and 2%. The particle size of nano-tungsten carbide is 80 nanometers, the particle size of graphite powder is -325 mesh, and the rest are all powders of -200 mesh.
[0052] Step ...
Embodiment 2
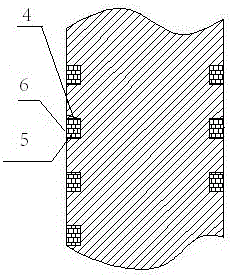
[0056] Such as figure 2 As shown, the preparation method of profile rolls with a diameter of 800mm
[0057] Step 1) Prepare the core of the plate roll by casting method, the material is QT800-2. The core diameter is 795mm. The surface roughness Ra after rough machining is 32um. The size of the reserved groove 4 is 50 mm in width and 40 mm in depth, and the distance between each reserved groove is 120 mm.
[0058] Step 2) Use a hollow electrode to surfacing weld the reserved groove 4, fill the reserved groove to form a surfacing layer B 5, and the thickness of the surfacing layer B is 59 mm (that is, it is 19 mm higher than the surface of the core); Filling the reserved groove is the roller nest; the hollow cavity of the hollow electrode is filled with composite powder, and its composition is: 42CrMo powder, 65 nickel alloy powder, nano-tungsten carbide powder, aluminum powder and graphite powder. Its percentage by weight is respectively 45%, 25%, 12%, 15% and 3%. The par...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com