Cooling gas direct cooling process and device for hot forming die based on boron steel pipe
A cooling gas, hot forming technology, applied in the direction of forming tools, manufacturing tools, metal processing equipment, etc., can solve the problem of dependent, limited heat transfer efficiency of die steel, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
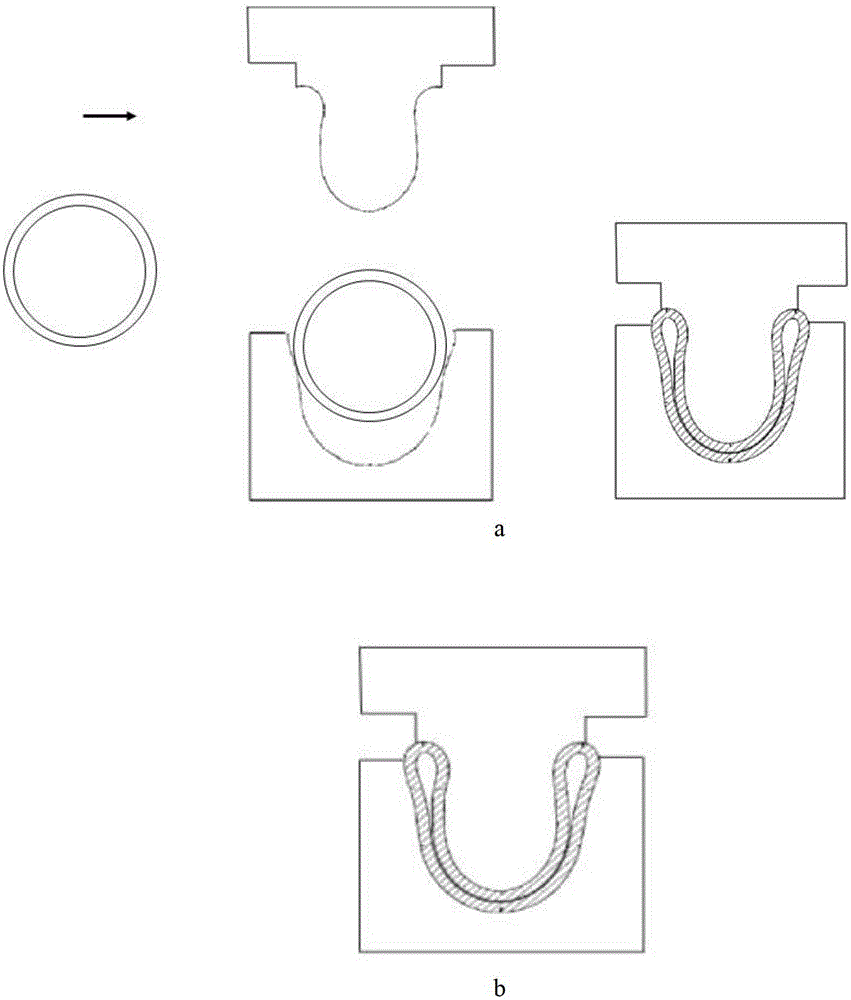
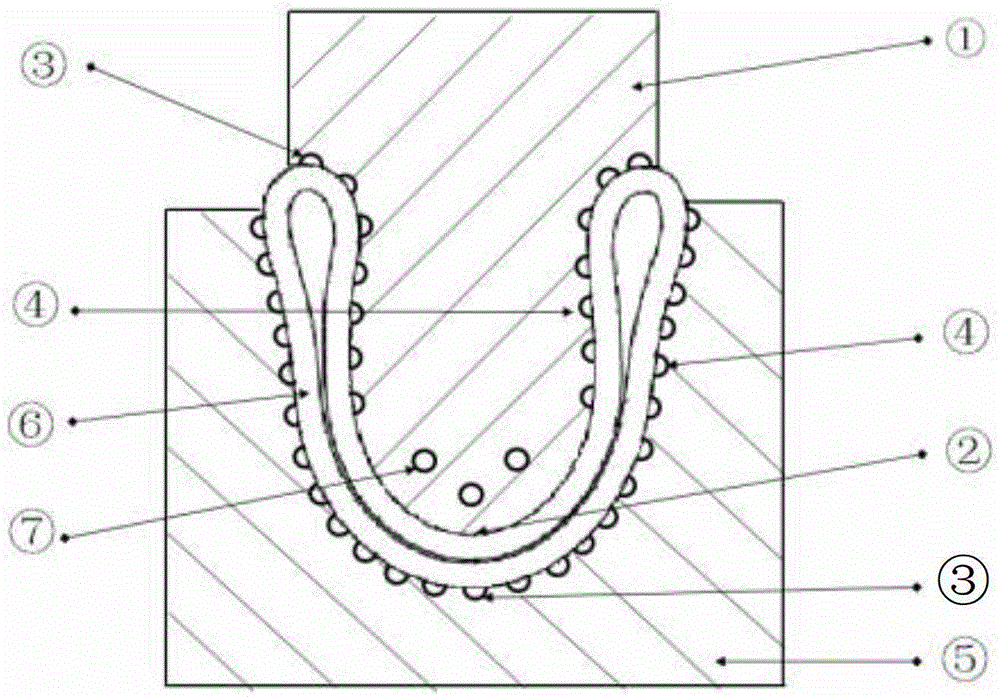
[0035] Such as figure 2 As shown, this embodiment includes: an upper mold 1, a lower mold 5, and several semi-open cooling air passages 3, 4 respectively arranged on the surfaces of the upper mold 1 and the lower mold 5. The semi-open cooling air passage is unified into a D6 semicircular groove, and the distance between the centers of the grooves is uniformly 12mm. The press is a 150T special press for thermoforming, providing 4 sets of common industrial air-cooling air sources, the initial temperature of each set is -18°C, the flow rate is 1000g / min, and the rated power is 7.5KW.
[0036] The workpiece is 1.5mm thick boron steel pipe, the length is 100mm, the diameter of the steel pipe is D50mm, and the fillet at the corner is R6, that is, the arc length is 37.68mm.
[0037] Such as figure 2 As shown, in the high-temperature forming process, due to the existence of the convex corner region 2, it can ensure that the workpiece is formed according to the product design; in t...
Embodiment 2
[0045] Such as figure 2As shown, this embodiment includes: an upper mold 1, a lower mold 5, and several semi-open cooling air passages 3, 4 respectively arranged on the surfaces of the upper mold 1 and the lower mold 5. The semi-open cooling air passage is unified into a D6 semicircular groove, and the distance between the centers of the grooves is uniformly 12mm. The press is a 150T special press for thermoforming, providing 8 sets of common industrial air-cooling air sources, the initial temperature of each set is -18°C, the flow rate is 1000g / min, and the rated power is 7.5KW.
[0046] The workpiece is 1.5mm thick boron steel pipe, the length is 200mm, the diameter of the steel pipe is D50mm, and the fillet at the corner is R6, that is, the arc length is 37.68mm.
[0047] Such as figure 2 As shown, in order to further optimize the cooling effect, a traditional closed cooling air channel 7 for indirect cooling is provided in the lobe area 2 of the upper mold 1 .
[0048...
Embodiment 3
[0056] Such as figure 2 As shown, this embodiment includes: an upper mold 1, a lower mold 5, and several semi-open cooling air passages 3, 4 respectively arranged on the surfaces of the upper mold 1 and the lower mold 5. The semi-open cooling air passage is unified into a 3mm wide and 9mm deep rectangular groove, and the groove spacing is uniformly 12mm. The press is a 150T special press for thermoforming, providing 6 sets of common industrial air-cooling air sources, the initial temperature of each set is -18°C, the flow rate is 1000g / min, and the rated power is 7.5KW.
[0057] The workpiece is a 2.5mm thick boron steel pipe, the length is 1000mm, the diameter of the steel pipe is D50mm, and the fillet at the corner is R6, that is, the arc length is 37.68mm.
[0058] Such as figure 2 As shown, in order to further optimize the cooling effect, a traditional closed cooling air channel 7 for indirect cooling is provided in the lobe area 2 of the upper mold 1 .
[0059] The a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com