Production method of hot-rolled non-woven base material and product of production method
A technology of non-woven fabrics and manufacturing methods, applied in the direction of non-woven fabrics, separation methods, layered products, etc., can solve the problems of poor physical properties of strength and burst resistance, and cannot be used in a single layer
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
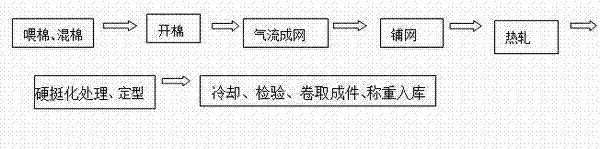
[0032] Such as figure 1 As shown in , a method for manufacturing a hot-rolled nonwoven fabric substrate includes the following steps in turn:
[0033] A. Cotton feeding and cotton blending: Put the low-melting point polyester fiber and ordinary polyester fiber in the mass ratio of 1:1.05 on the conveyor belt of the cotton feeding machine;
[0034] B. Cotton opening: the fiber raw material is conveyed by the cotton feeder to the cotton opener, and the fiber raw material is broken up;
[0035] C. Air-laid: form the fiber raw material dispersed in step B into a net;
[0036] D. Laying: The fiber raw materials straightened out in step C are superimposed vertically and horizontally into multiple layers;
[0037] E. Hot rolling: The fiber raw materials superimposed into multiple layers in step D are sent to a hot rolling mill, and the multi-layer fiber raw materials are hot rolled into nonwoven fabrics through the rolls of the hot rolling mill;
[0038] F. Stiffening treatment a...
Embodiment 2
[0042] Such as figure 1 Shown, a kind of manufacturing method of hot-rolled nonwoven fabric base material, comprises the following steps successively:
[0043] A. Cotton feeding and cotton blending: Put the low-melting point polyester fiber and ordinary polyester fiber in the mass ratio of 1:1.35 on the conveyor belt of the cotton feeding machine;
[0044] B. Cotton opening: the fiber raw material is conveyed by the cotton feeder to the cotton opener, and the fiber raw material is broken up;
[0045] C. Air-laid: form the fiber raw material dispersed in step B into a net;
[0046] D. Laying: The fiber raw materials straightened out in step C are superimposed vertically and horizontally into multiple layers;
[0047] E. Hot rolling: The fiber raw materials superimposed into multiple layers in step D are sent to a hot rolling mill, and the multi-layer fiber raw materials are hot rolled into nonwoven fabrics through the rolls of the hot rolling mill;
[0048] F. Stiffening tr...
Embodiment 3
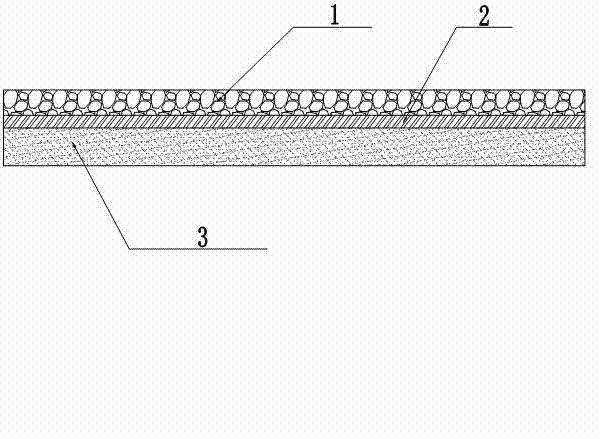
[0052] Such as figure 2 As shown, set the grammage to 80 g / m 2 Unwind the hot-rolled non-woven fabric base material, apply glue on the surface of the hot-rolled non-woven fabric base material layer 3 to form an adhesive layer 2, bond it with polytetrafluoroethylene film (PTFE), pass through a pressing roller, dry, and collect roll to form a film-coated filter material layer 1. The filtration efficiency of the filter material is 99.95% (0.3 μm, 5.3 cm / s), the filtration resistance is 265 pa (5.3 cm / s, 0.3 μm), the material thickness is 0.25 mm, and the stiffness is 700 mg.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Gram weight | aaaaa | aaaaa |
| Stiffness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com