Vacuum sealed molding casting method production process for front bridge and rear bridge of automobile
A vacuum-sealed molding and production process technology, which is applied to mold boxes, manufacturing tools, casting molding equipment, etc., can solve the problems of low yield, poor quality control, unstable quality, etc., and achieve high recycling rate, The effect of shortening production time and reducing production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
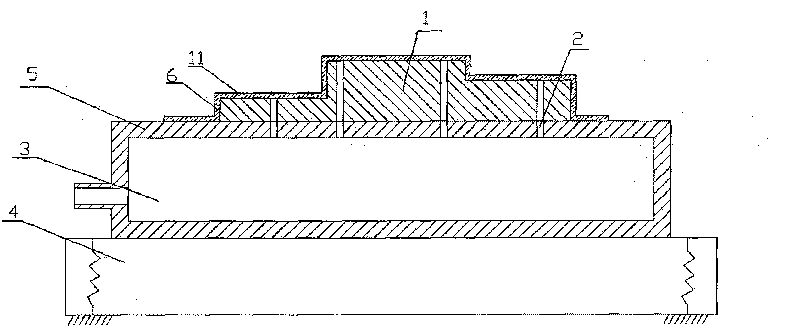
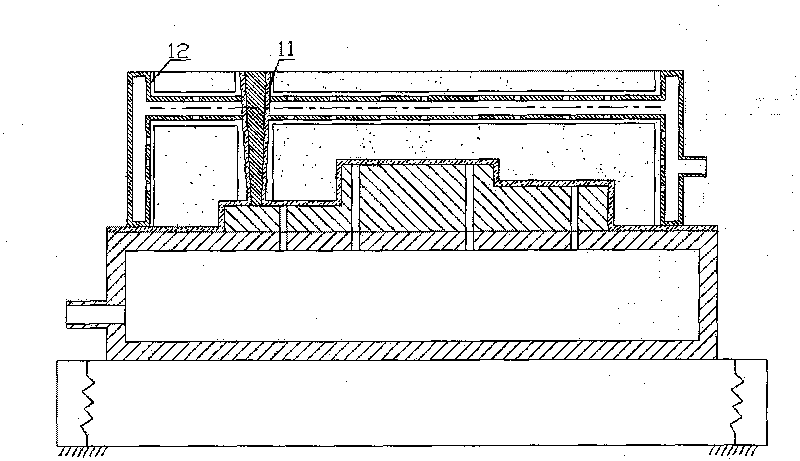
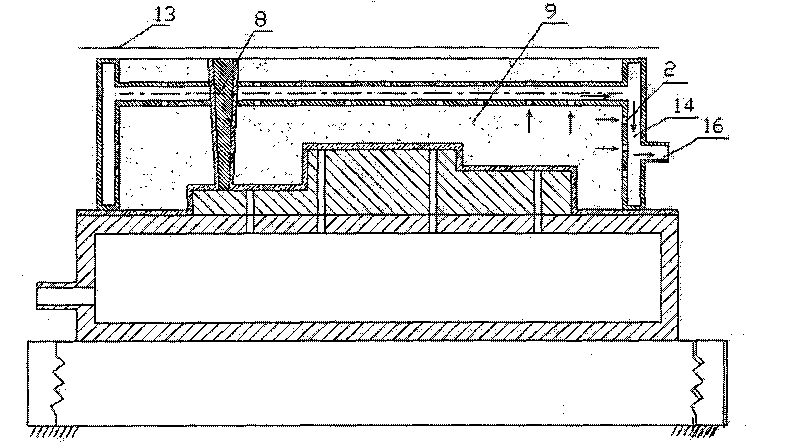
[0023] refer to figure 1 , figure 2 , image 3 , Figure 4 with Figure 5 , a kind of automobile front and rear axle vacuum sealing molding casting method production process of the present invention is characterized in that: it is prepared according to the following process steps.
[0024] (1) Make model 1 according to the blank shape and size of the front and rear axles of the car. Open the longitudinal ventilation hole 2 on the model, and divide it into upper and lower halves;
[0025] (2) The upper body of the model is placed flat on the air extraction box 3, and the air extraction box is positioned on the vibrating table 4, and the top plate 5 of the air extraction box is provided with vent holes, and then the flexible film 6 After it is baked and soft, it is covered on the surface of the model, and the suction box is connected with a vacuum pump. After the air is pumped, the film is tightly attached to the entire surface of the model and the top plate.
[0026] (3)...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com