Vacuum gravity casting method of aircraft engine block
An engine cylinder block and gravity casting technology, applied in the field of engine casting, can solve the problems of difficulty in ensuring the mass production of aircraft engine cylinder blocks, rising quality costs, and inability to produce normally, and achieves the benefits of sequential solidification, stable filling, and reduction of pores. or the effect of shrinkage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
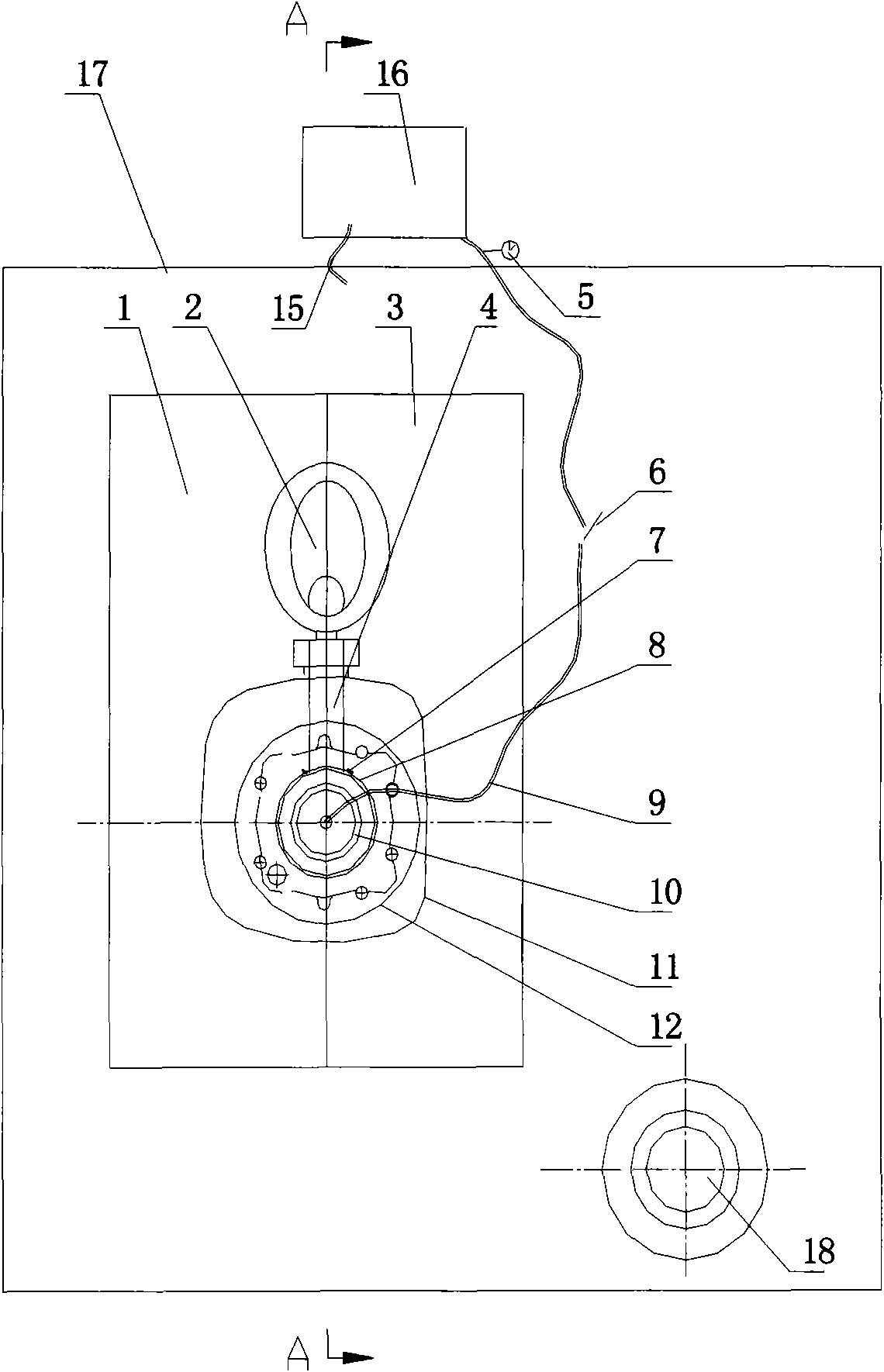
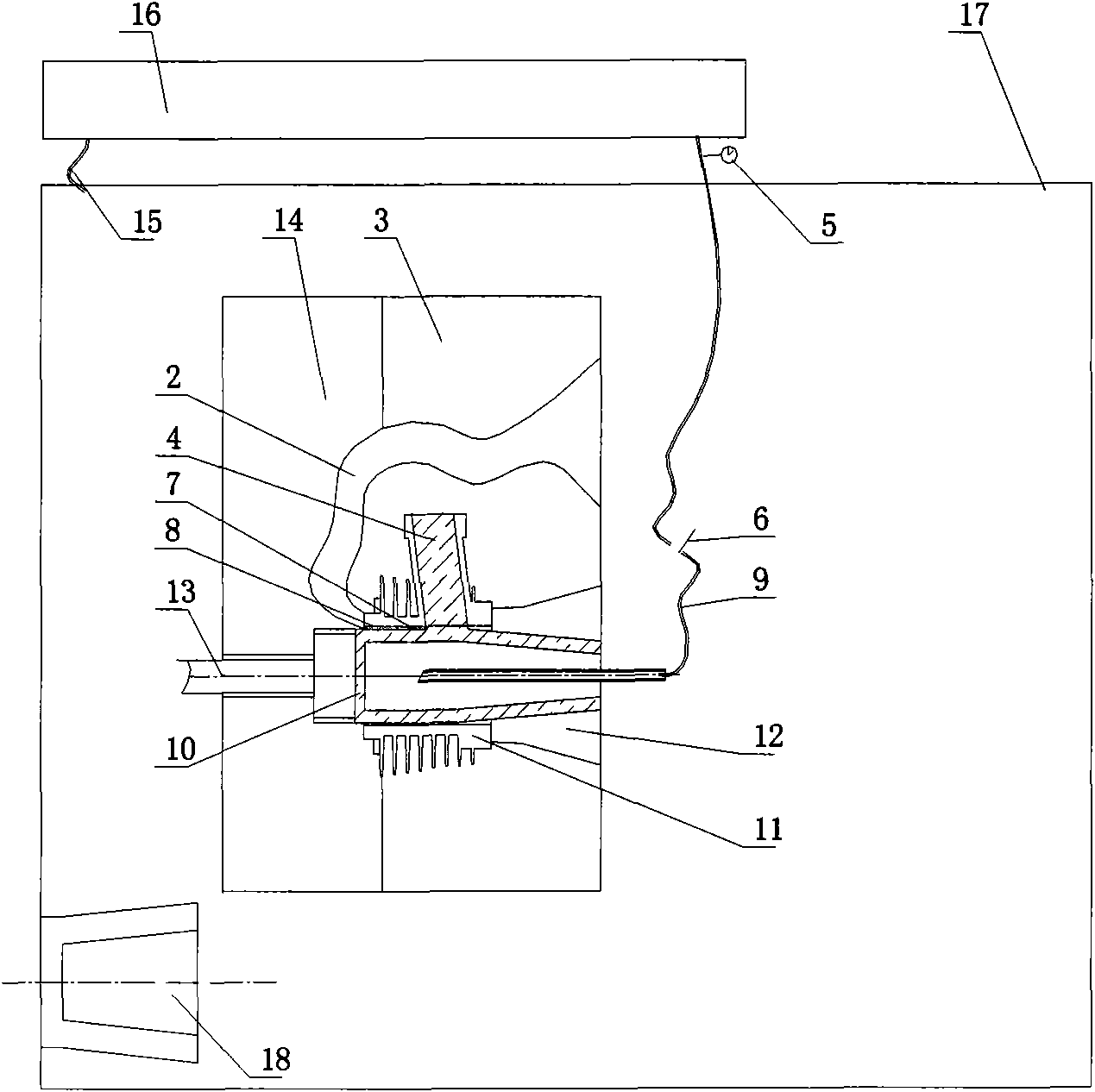
[0024] figure 1 It is a structural schematic diagram of the equipment used in the vacuum gravity casting method of an aircraft engine block of the present invention; figure 2 yes figure 1 The cross-sectional view of A-A in the. refer to figure 1 with figure 2 A preferred embodiment of the vacuum gravity casting method of a kind of aircraft engine block of the present invention is as follows:
[0025] Before pouring, at the surface of the mesoporous sand core 10 of the mold for gravity casting, the graphite coating is soaked, and after the part of the mold near the air passage is coated with chilling coating, such as magnesium sand powder chilling coating or tellurium powder chilling coating, Also available BN-C815 chilling paint (above-mentioned chilling paint is the chilling paint that is widely used in the existing foundry industry), air channel sand core 4 sticks on the middle hole sand core 10, is placed on the lower die 14 together, the After the left and right hal...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com