


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
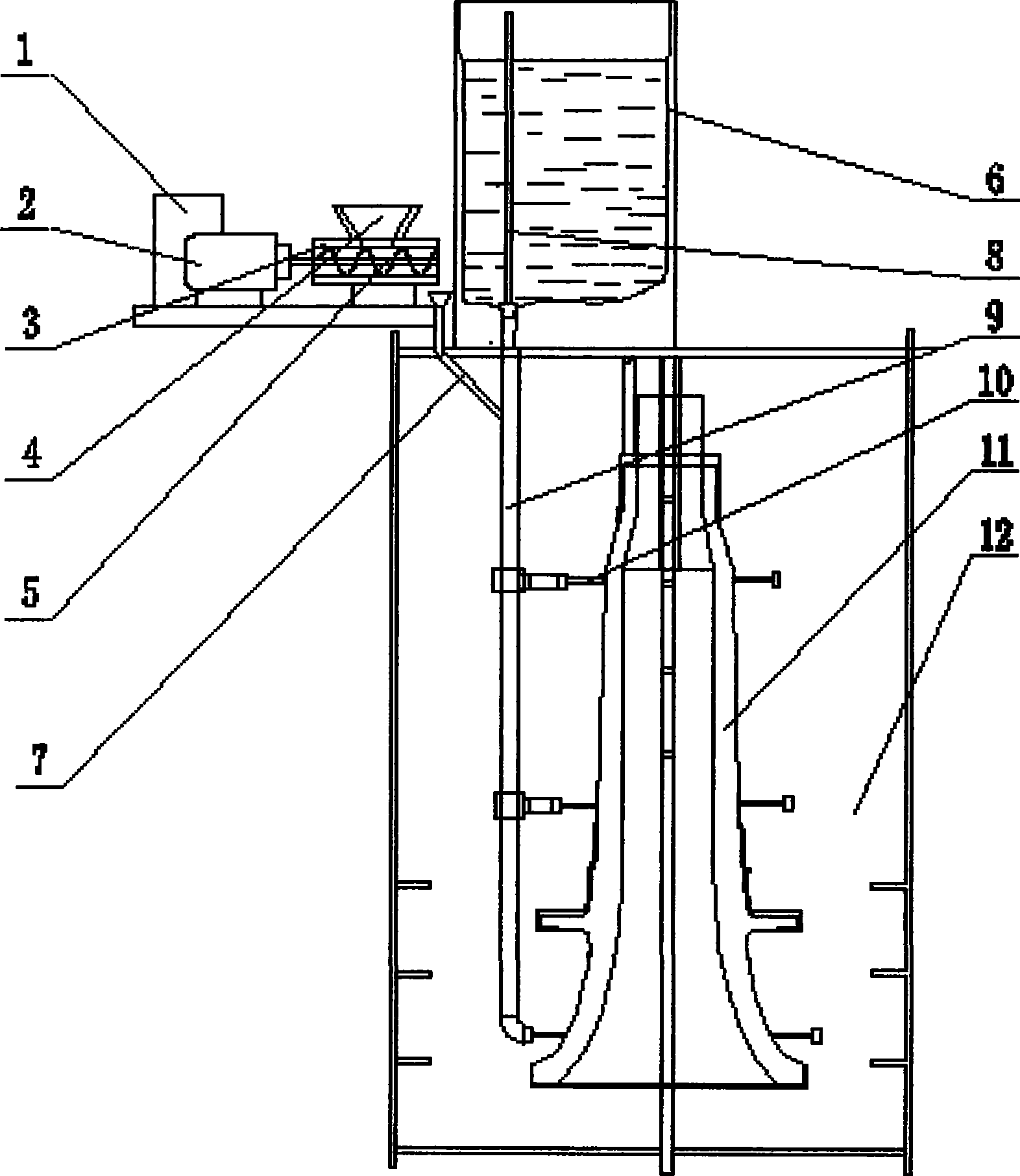
Instant inoculation method
A technology of instantaneous inoculation and sprue, which is applied in the control of pouring molten metal from the ladle, manufacturing tools, metal processing equipment, etc. Achieve the effect of improving quality consistency, improving quality stability, and realizing automatic production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0017] Embodiment: Taking the stator main shaft of a wind turbine as an example, the instantaneous inoculation method is described.
[0018] 1. Calculation of pouring time: the pouring weight is 6030Kg, and the process yield is designed to be 88%, so the pouring molten iron weight is 6700Kg. The pouring time is: t=(2 / 3)×SG 1 / 2 In the formula, S is the wall thickness coefficient, and for this casting, take 1.9; G is the pouring weight. This results in a pouring time: t=104 seconds.
[0019] 2. The amount and method of adding the instant inoculant
[0020] The amount of the instantaneous inoculant added is 0.2% of the amount of molten iron, and the running time of the motor 2 is the same as the pouring time, which is 104 seconds. It can be concluded that the adding speed of the instantaneous inoculant is: 130±2g / s. Use the quantitative feeding device 5 to add the instantaneous inoculant. In order to realize the quantitative addition, adjust the output power of the frequency c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com