Process for manufacturing heavily stressed valve spring
A valve spring and manufacturing process technology, which is applied in the field of manufacturing process of high-stress valve springs, can solve problems such as the influence of spring product quality, high scrap rate, concentricity, and helical angle fluctuations in the free length of the moving spring, so as to improve the quality and The effect of product qualification rate, improving delivery qualification rate and reducing production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0044] The specific implementation of the high-stress valve spring manufacturing process of the present invention will be described in detail below in conjunction with the accompanying drawings.
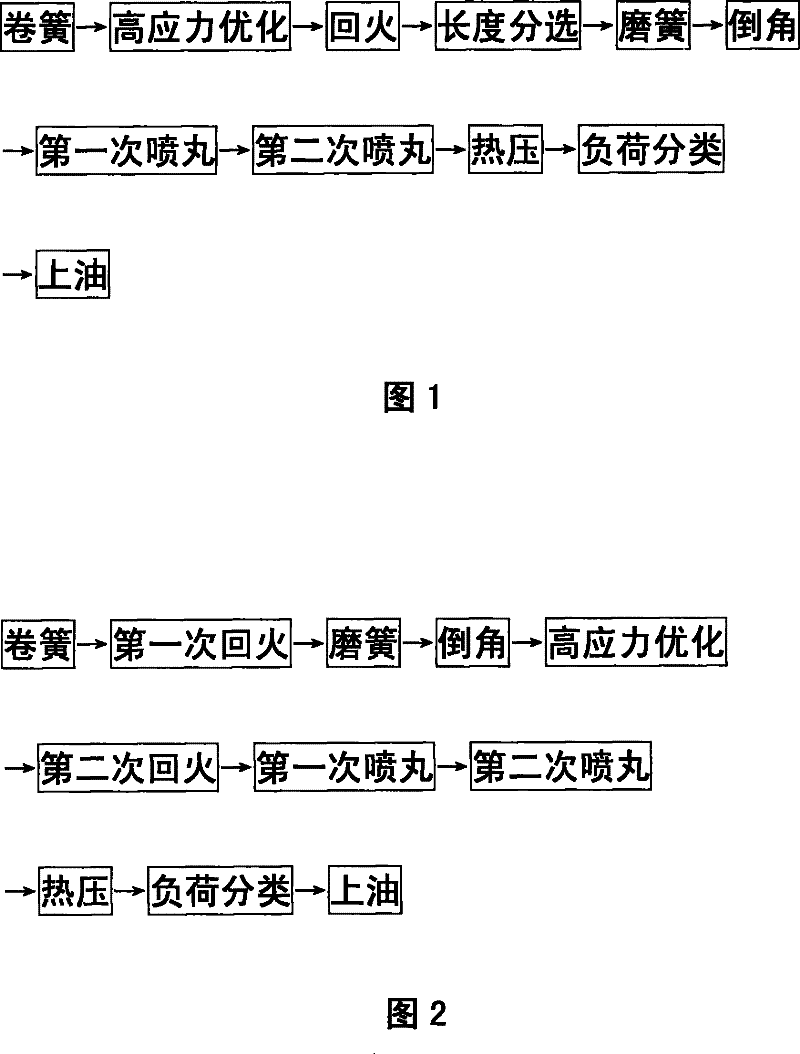
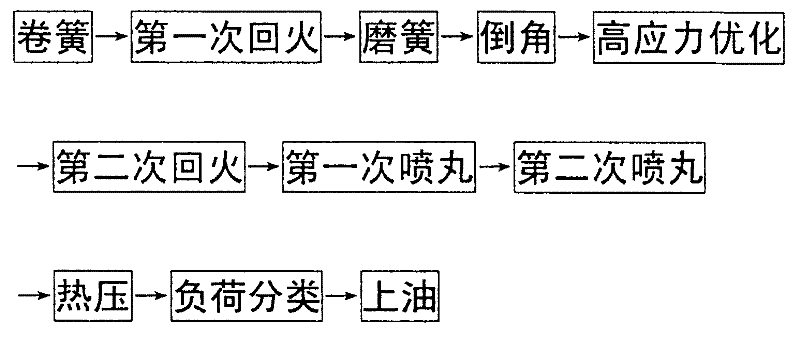
[0045] see figure 2 , figure 2 It is the process flow chart of high stress valve spring manufacture of the present invention, as can be seen from the diagram, the process flow of spring manufacture of the present invention:
[0046] Coil spring → first tempering → grinding spring → chamfering → stress optimization (SOF) → second tempering → first shot peening → second shot peening → hot pressing → load classification → oiling.
[0047] Each process in the above process is described below.
[0048] The coil spring process is to roll the steel wire blank into a semi-finished spring.
[0049] The first tempering process is to roll and shape it into a semi-finished spring for the first low-temperature tempering to relieve stress.
[0050] The spring grinding process is to grind the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com