Degradation type disposable syringe and method of producing the same
A syringe, disposable technology, applied in the direction of syringes, hypodermic injection devices, infusion sets, etc., can solve the problems of undisclosed base material preparation, granulation and syringe molding process, etc., and achieve the effect of detailed and reasonable preparation process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] The formulas adopted in the following examples are the formulas in the above-mentioned Table 1 and Table 2. Embodiment 1 Syringe jacket injection molding method
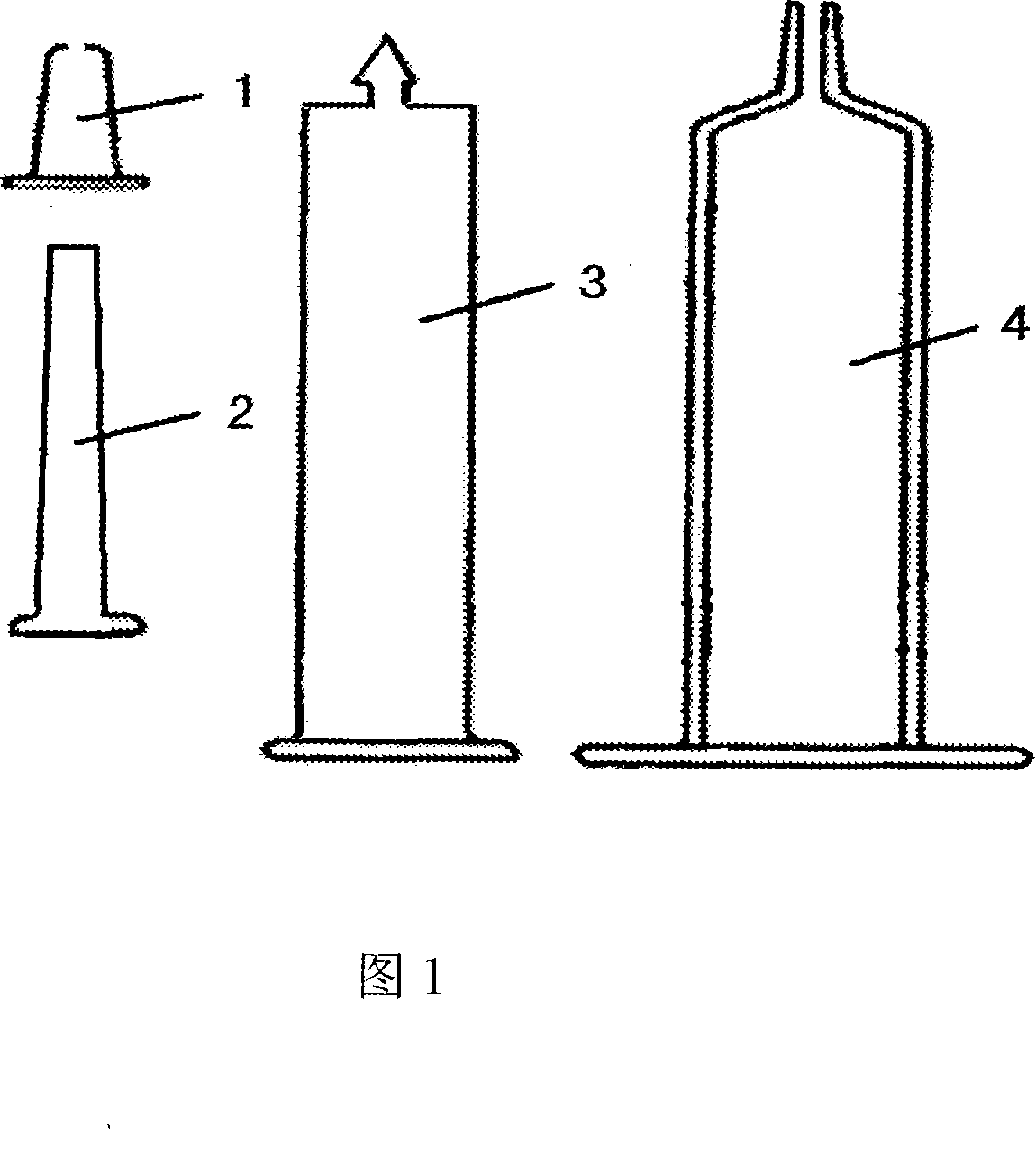
[0050]Using the degradable base material of formula 1 or formula 2, the injection molding method of the syringe jacket 4 is as follows:
[0051] In the first step, the pellets of the degradable substrate of formula 1 or formula 2 were vacuum-dried at 80° C. for 8 hours, and then used.
[0052] The second step of injection molding: put the dried pellets of the degradable base material of formula 1 or formula 2 into the injection molding machine for injection molding. The barrel temperature is set as: feed inlet 30°C, compression section 195°C, metering section 200°C, nozzle 185°C;
[0053] Mold temperature: 30°C,
[0054] The injection pressure is: 110MPa,
[0055] Injection time: 16 seconds,
[0056] The holding time is: 3.0 seconds,
[0057] The screw speed is: 40 rpm,
[0058] The syringe jacket 4 ado...
Embodiment 2
[0059] Embodiment 2 Syringe jacket 4 injection molding method
[0060] Using the degradable base material of formula 3, the injection molding method of the syringe jacket 4 is as follows:
[0061] In the first step, the pellets of the syringe jacket 4 of the degradable base material of the formula 3 were vacuum-dried at 60° C. for 24 hours, and then used.
[0062] The second step of injection molding: put the dried pellets of the syringe jacket 4 of the degradable base material of the formula 3 into the injection molding machine for injection molding. The barrel temperature is set as: feed inlet 30°C, compression section 145°C, metering section 165°C, nozzle 155°C;
[0063] Mold temperature: 30°C,
[0064] The injection pressure is: 100MPa,
[0065] Injection time: 14 seconds,
[0066] The holding time is: 2.6 seconds,
[0067] The screw speed is: 30 rpm,
[0068] A syringe jacket 4 using the degradable base material of formula 3 was obtained.
Embodiment 3
[0069] Embodiment 3 Injection molding method of syringe needle seat 2
[0070] Using the degradable base material of formula 1 or formula 2, the injection molding method of the syringe needle seat 2 is as follows:
[0071] In the first step, the pellets of the degradable substrate of formula 1 or formula 2 were vacuum-dried at 80° C. for 8 hours, and then used.
[0072] The second step of injection molding: Add the dried pellets of the degradable base material syringe jacket of formula 1 or formula 2 to the injection molding machine for injection molding. 180°C, metering section 185°C, nozzle 170°C;
[0073] Mold temperature: 30°C,
[0074] The injection pressure is: 95MPa,
[0075] Injection time: 8.5 seconds,
[0076] The holding time is: 1.6 seconds,
[0077] The screw speed is: 35 rpm,
[0078] A syringe needle hub 2 using a degradable base material of formula 1 or formula 2 is obtained.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com