Driving panel welding method for golf pole head
A golf club head and welding method technology, applied to golf balls, golf clubs, welding equipment, etc., can solve problems such as inability to apply the striking panel 20, inability to effectively increase friction temperature, structural fragmentation, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
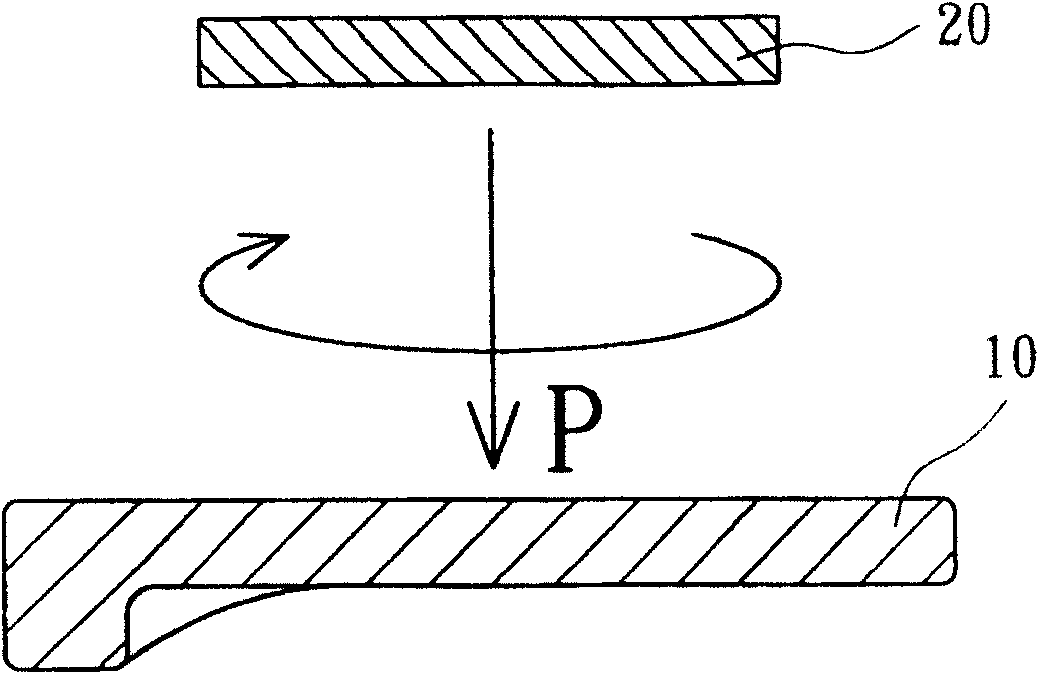
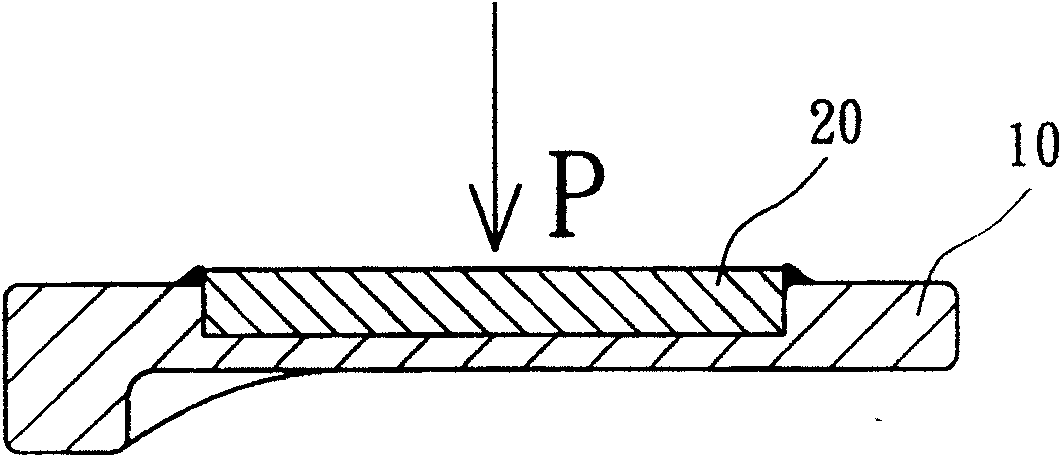
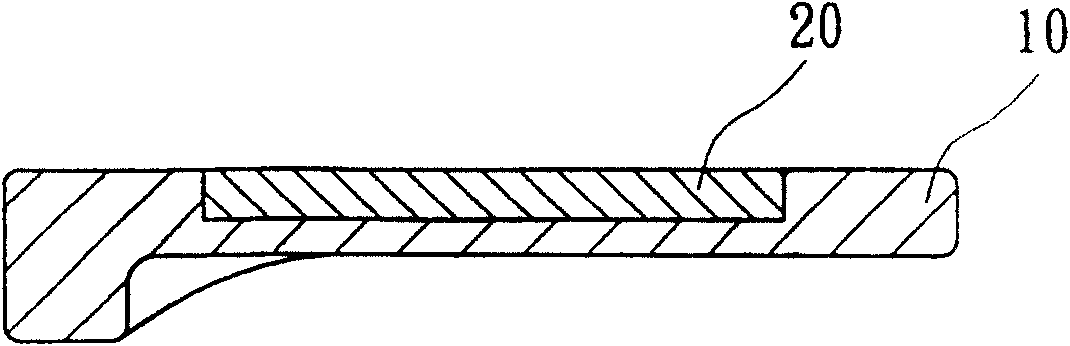
[0028] Please refer to figure 2 and image 3 As shown, the first step of the welding method for the hitting face plate of the golf club head according to the first embodiment of the present invention is to set a friction welding slope 21 on a hitting face plate 20, and set another correspondingly in an opening 11 of a club head body 10. A friction welded bevel 12 . The golf club head of the present invention is an iron club head, and its structure at least includes the club head body 10 , the first friction welding bevel 12 , the striking face plate 20 and the second friction welding bevel 21 . The club head body 10 is made of a first metal material, and the first metal material can be selected from stainless steel, titanium alloy, carbon steel, low alloy steel, cast iron, nickel-based alloy, structural steel, iron-manganese-aluminum alloy or super alloy steel. The opening 11 is formed on the front of the club head body 10 for inserting the striking panel 20 . The first f...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com