[0015]In view of the situations described above, it is an object of the present invention to provide an ecological multilayer-molding means of thermoplastic resins, in which the means generates no hazardous
decomposition product, releases neither environmental pollutants nor
environmental destruction substances in the air, does not require a generator or a feeder of a
supercritical fluid under a legal restriction, which complicates the installation and the operation of the apparatuses, and can produce a multilayer-molded product that contains a foam layer having a desired
bubble density or a desired bubble size. As a result of repeated investigations, the present inventors found that the above-mentioned object can be achieved with the means described below.
[0018]The foaming gas for use in the formation of a foam layer is generally supplied to a predetermined portion in the injection-
molding machine at a pressure in the range of 0.1 MPa or more but less than 1.0 MPa. The pressure in this range allows for a simple sealing mechanism in the injection-molding
machine, thus ensuring a plasticizing capacity of at least a desired level. For example, in the case of a two-stage screw, the sealing performance of the injection-molding
machine is ensured by reducing a screw-flight clearance at a boundary between a first stage and a second stage. However, too narrow a screw-flight clearance prevents a molten resin from passing through the clearance, resulting in a decreased plasticizing capacity. However, the
pressure range as described above allows for a relatively large screw-flight clearance, satisfying both the plasticizing capacity and the sealing performance. Furthermore, in the
pressure range as described above, the emission of the foaming gas from the front-end of a resin can be reduced to an appropriate level during filling injection. Thus, a multilayer-molded product can have a desired appearance. Furthermore, when the
injection rate of the foaming gas is regulated by
pressure control, the saturating amount of dissolved gas most suitable for a resin used can be obtained independently of the molding conditions.
[0021]While the foaming gas is supplied to the injection-molding
machine at a pressure of 0.1 MPa or more but less than 1.0 MPa, in terms of the foaming status, the appearance, and the flexibility of a multilayer-molded product, the pressure is more preferably in the range of 0.2 MPa to 0.99 MPa and still more preferably in the range of 0.5 MPa to 0.9 MPa. As described above, the foaming gas is supplied to a hopper for feeding a thermoplastic resin or into a molten resin in a plasticizing cylinder of the injection-molding machine as described below. This ensures sufficient dispersion and mixing of the foaming gas or the bubble-nucleating agent in a molten resin. When the foaming gas is supplied with a two-stage screw, which is employed as a screw in a plasticizing cylinder of the injection-molding machine, the foaming gas and the bubble-nucleating agent can be dispersed and mixed in a molten resin. More preferably, the screw has a highly dispersive
screw head to improve the dispersibility of the foaming gas and the bubble-nucleating agent in a molten resin.
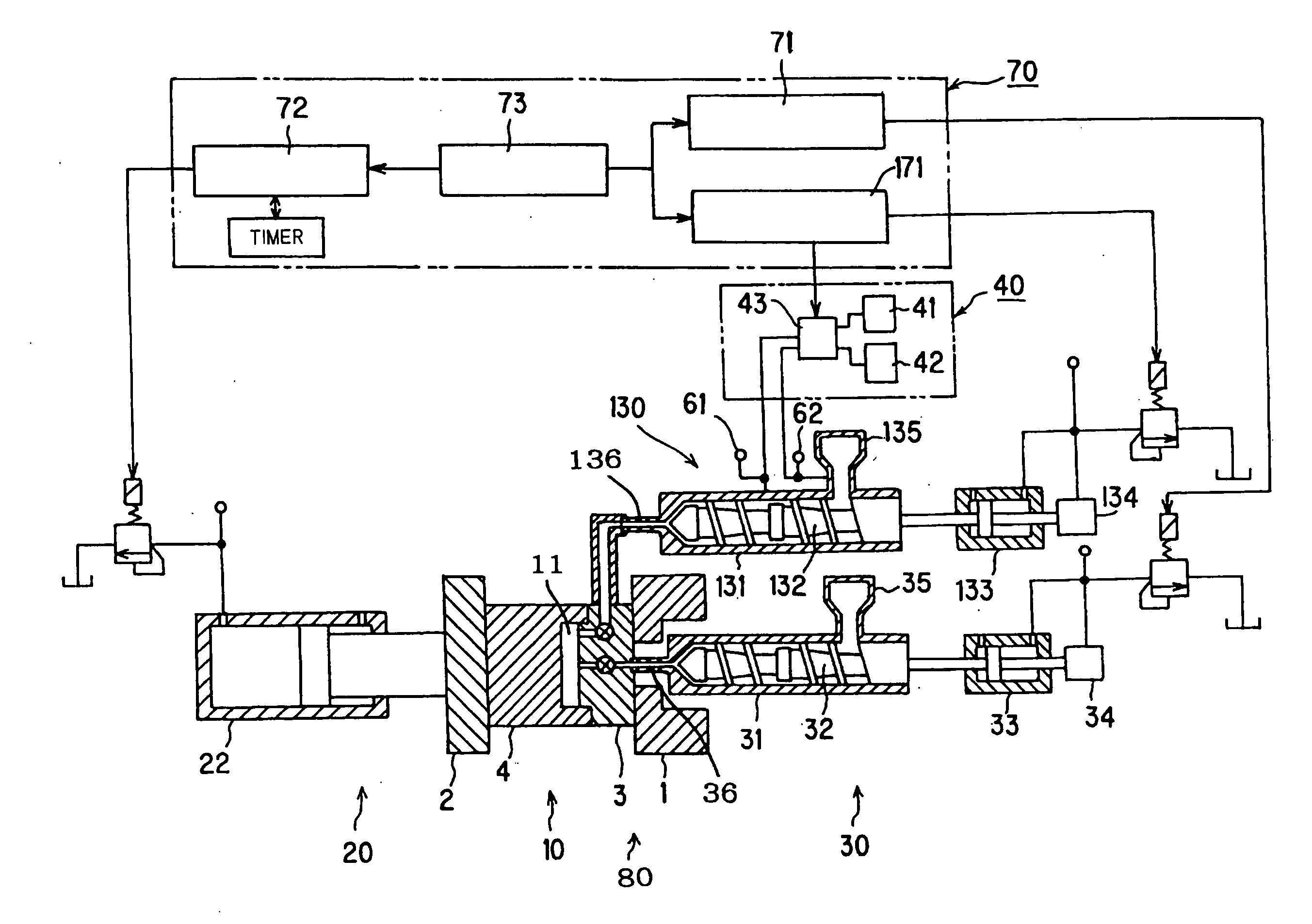
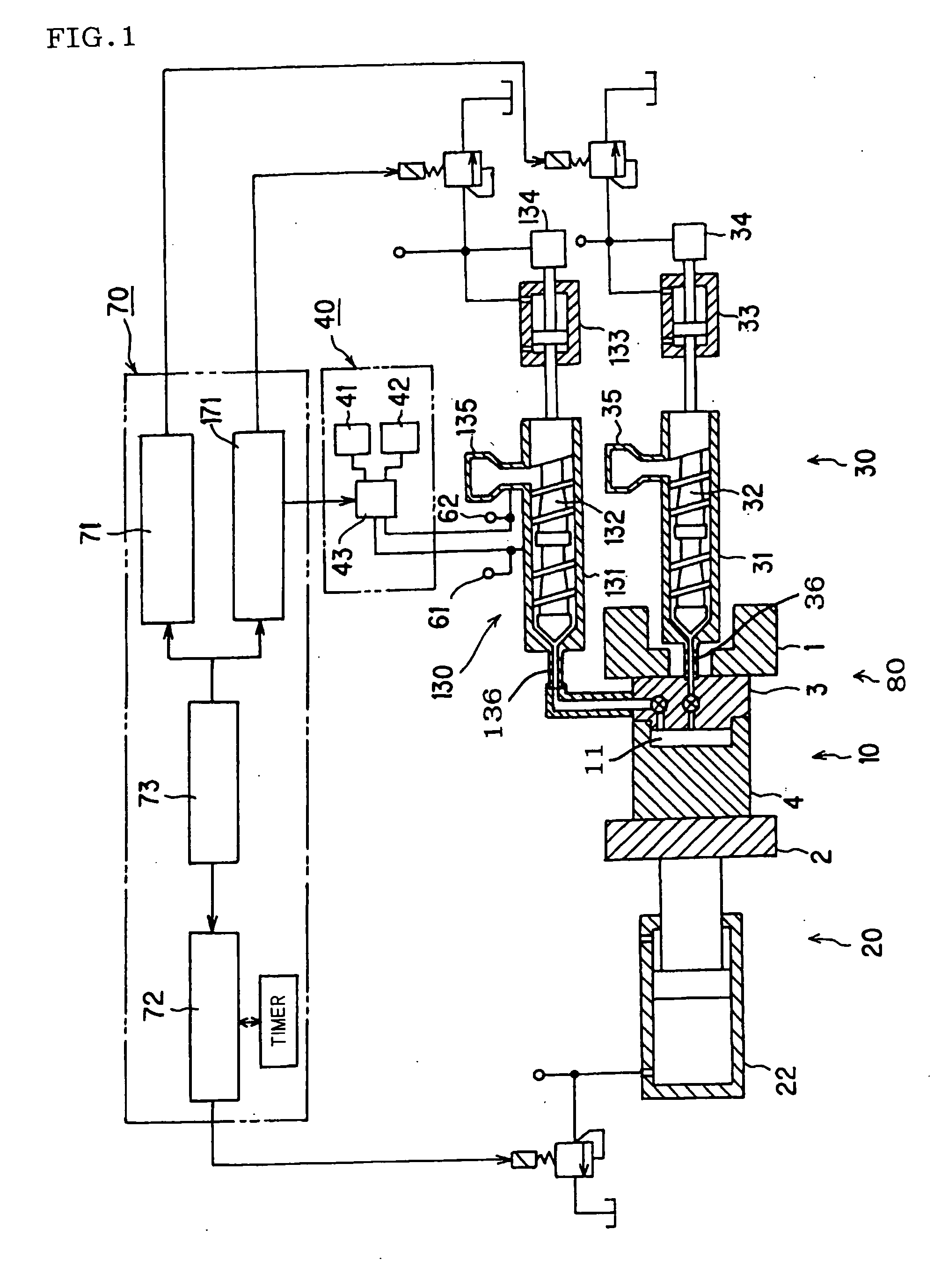
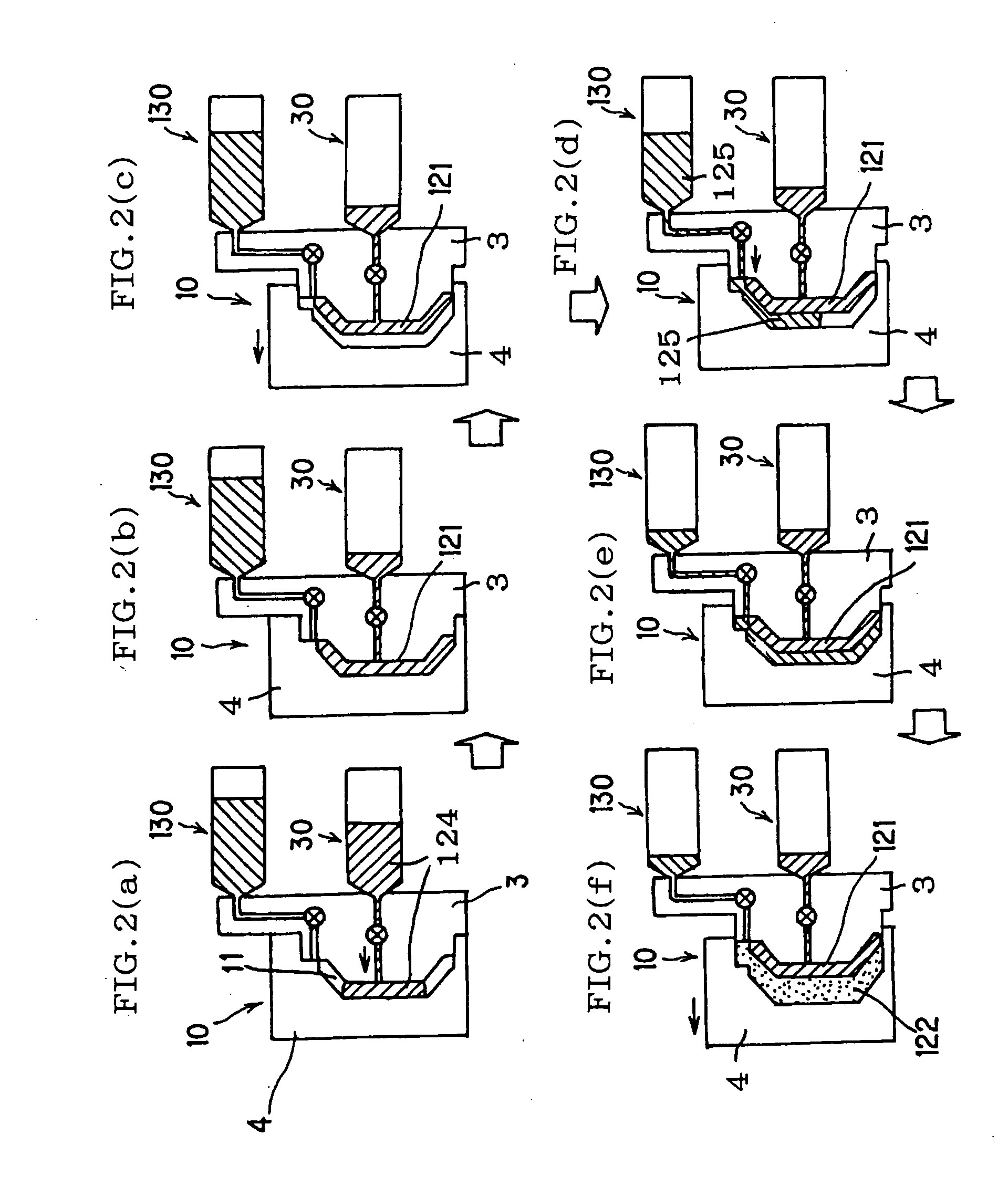
[0031]A multilayer-molding method of molding thermoplastic resins according to the present invention includes the steps of mixing at least one thermoplastic resin selected from a plurality of types of thermoplastic resins with a bubble-nucleating agent and a foaming gas, and injecting the plurality of types of thermoplastic resins into a mold cavity such that the thermoplastic resins are layered in the mold cavity. The foaming gas is supplied at a pressure of 0.1 MPa or more but less than 1.0 MPa to at least one injection-molding machine selected from a plurality of injection-molding machines. Thus, a multilayer-molded product of thermoplastic resins that contains a foam layer having a desired bubble size and a
bubble density and being free from hazardous
decomposition product residues can be manufactured without using an environmentally hazardous
foaming agent and a generator and a feeder of a
supercritical fluid.
[0032]Furthermore, the supply pressure of the foaming gas in the range of 0.1 MPa or more but less than 1.0 MPa can simplify the mechanism for sealing the foaming gas that is supplied to a cylinder of the injection-molding machine. This prevents a reduction in plasticizing capacity. In an injection-molding machine having a two-stage screw, the sealing performance is ensured by reducing a screw-flight clearance at a boundary between a first stage and a second stage. The screw-flight clearance must be reduced with an increase in pressure of the foaming gas. This reduces the plasticizing capacity. A multilayer-molding method of molding thermoplastic resins according to the present invention can avoid such a problem. In addition, since the foaming gas is supplied to the injection-molding machine at a pressure in the range of 0.1 MPa or more but less than 1.0 MPa, unlike conventional methods using a foaming gas in a supercritical state, a generator and a feeder of a
supercritical fluid are unnecessary. Furthermore, since the supply pressure of the foaming gas is in the range of 0.1 MPa or more but less than 1.0 MPa, the emission of the foaming gas from the front-end of a flowing molten resin during injection filling is smaller than that at a pressure of 1.0 MPa or more. Thus, a multilayer-molded product (final product) has better appearance.
[0035]In a preferred aspect of a multilayer-molding method of molding thermoplastic resins according to the present invention, the foaming gas is supplied to a hopper of the injection-molding machine or into a molten thermoplastic resin in a cylinder. This ensures sufficient dispersion and mixing of the foaming gas or the bubble-nucleating agent in the molten resin, which forms a foam layer. More preferably, the screw has a highly dispersive
screw head to improve the dispersibility of the foaming gas and the bubble-nucleating agent in the molten resin.

 Login to View More
Login to View More