


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Partition die-pressing forming method for light alloy thin-wall curved surface part
A light alloy, compression molding technology, applied in the direction of forming tools, metal processing equipment, manufacturing tools, etc., can solve the problems of wrinkling, uneven deformation, large springback of light alloy forming at room temperature, etc., and achieve improvement The effect of anti-wrinkling ability, reducing the degree of shape asymmetry, and reducing the tendency of forming wrinkling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0044] Five divisions-30-70-50-aluminum alloy-forming and quenching integration
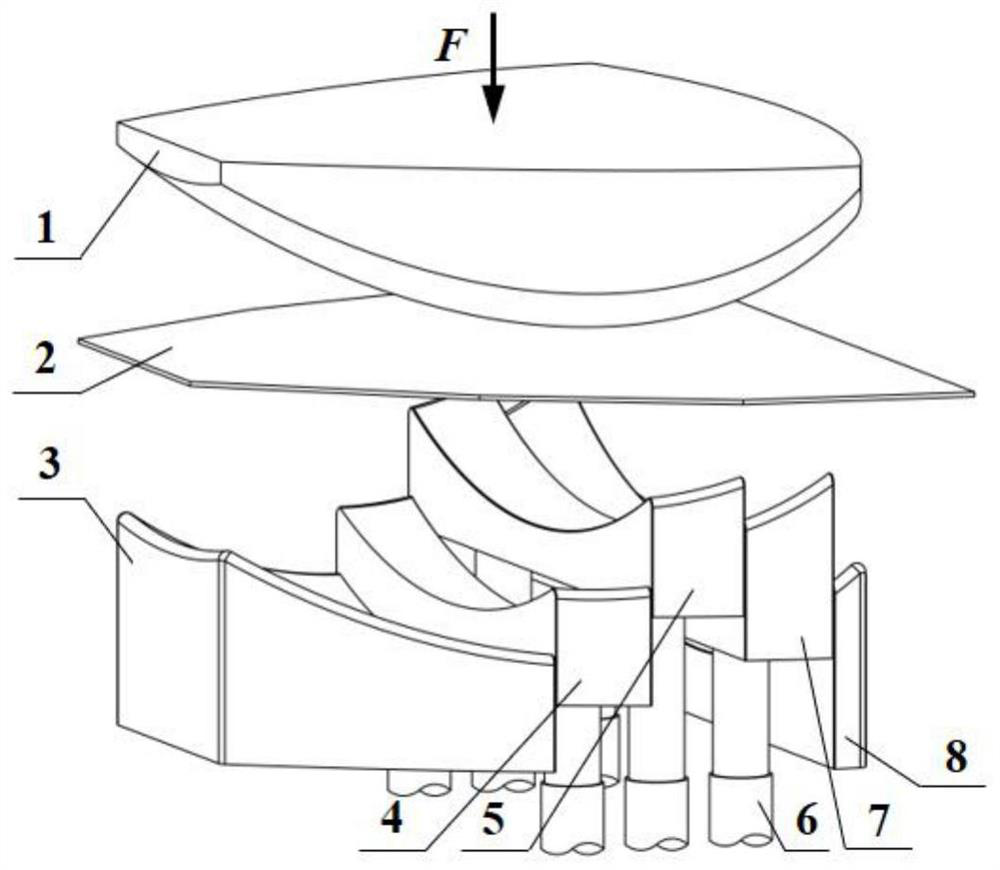
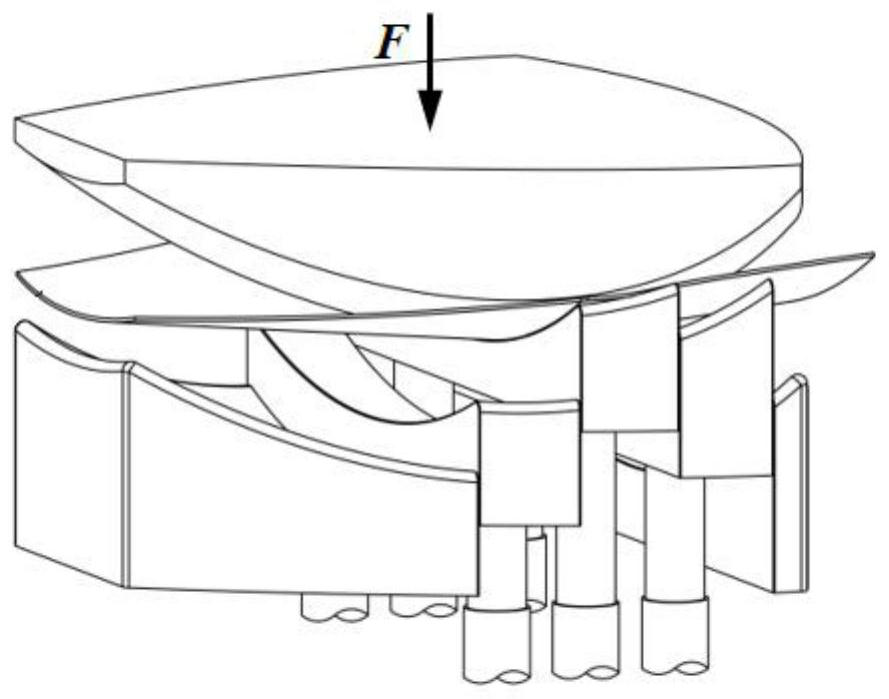
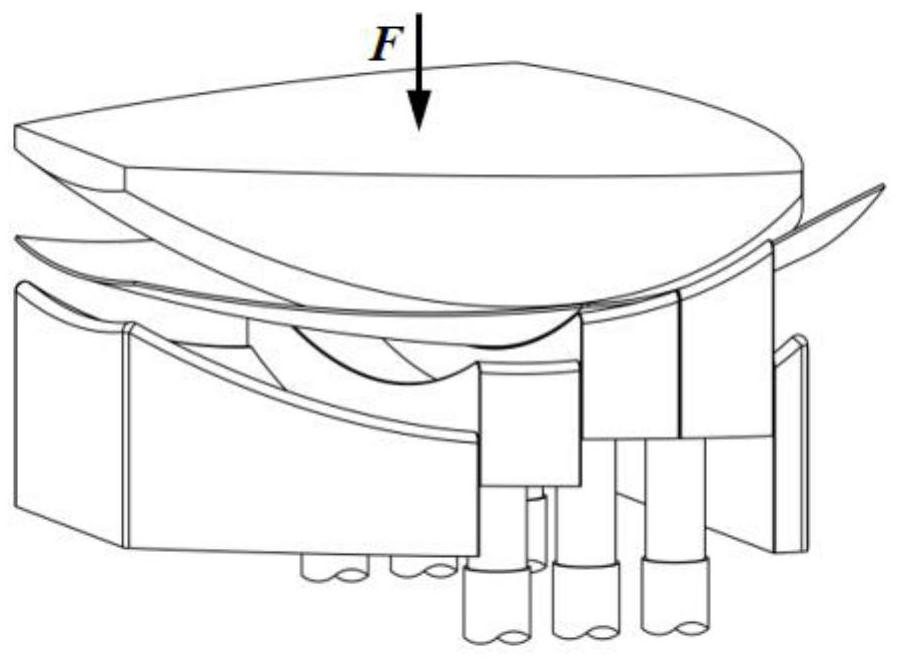
[0045] to combine figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 with Figure 6To illustrate, this special example of implementation provides a partition molding method for aluminum alloy curved surface parts. This method decomposes the large deformation of the entire region into small deformations of each partition, reduces the contact area and deformation difference of each partition, and reduces the The tangential compressive stress of each partition, thereby reducing the wrinkling of the formed part. The plate 2 is placed between the upper mold 1 and each partition mold, and the spring 6 is installed at the lower end of each partition mold to realize the elevation. The elevation height of the near big end partition 7 of the die is 50 mm, and the small end partition 3 of the lower die and the large end partition 8 of the lower die are not raised. The upper die 1 is pressed down...
Embodiment 2
[0053] Three partitions-30-titanium alloy-forming and quenching integration
[0054] combine Figure 7 To illustrate, this special example of implementation provides a partition molding method for titanium alloy curved surface parts. This method decomposes the large deformation of the entire region into small deformations of each partition, reduces the contact area and deformation difference of each partition, and reduces the The tangential compressive stress of each partition, thereby reducing the wrinkling of the formed part. The plate 2 is placed between the upper mold 1 and each partition mold, and the lower end of the middle partition 5 of the lower mold is equipped with a spring 6 to realize the elevation, and the height of the elevation is 30mm, and the small end partition 3 of the lower mold and the large end partition 8 of the lower mold are not raised. The upper mold 1 presses down, so that the middle area of the plate 2 sticks to the middle section 5 of the lower...
Embodiment 3
[0062] Five divisions-30-70-50-high strength steel-forming and quenching integration
[0063] combine figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 and Figure 6 To illustrate, this special example of implementation provides a method for the divisional compression molding of high-strength steel curved surface parts. This method decomposes the large deformation of the entire area into small deformations of each division, reduces the contact area and deformation difference of each division, and reduces the The tangential compressive stress of each partition, thereby reducing the wrinkling of the formed part. The plate 2 is placed between the upper mold 1 and each partition mold, and the spring 6 is installed at the lower end of each partition mold to realize the elevation. The elevation height of the near big end partition 7 of the die is 50 mm, and the small end partition 3 of the lower die and the large end partition 8 of the lower die are not raised. The uppe...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wall thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com