Rolled square billet peeling method
A technology of rolling billet and depth, which is applied in the direction of manufacturing tools, control of workpiece feed movement, grinding machine, etc. It can solve the problems of reducing spring fatigue life, residual black skin, flash and burrs, etc., and achieves the goal of ensuring surface quality Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1- Embodiment 10
[0074] Embodiments 1 to 10 respectively provide a peeling method for a rolled billet. The peeling grinding wheel uses a brown corundum grinding wheel, and the grain size of the grinding wheel is 16 mesh.
[0075] All four planes and four corners of the rolled billet are fully peeled.
[0076] Surface defects whose depth is greater than 0.3 mm are more serious billet rolling defects, which are selected by naked eyes, and these defects are cleaned by local grinding with manual grinding wheels.
[0077] The peeling depth of the plane and corner parts of the rolled billet shall be peeled according to the parameters in Table 3 according to the steel type.
[0078] The specific peeling process parameter of table 3 embodiment 1-10
[0079]
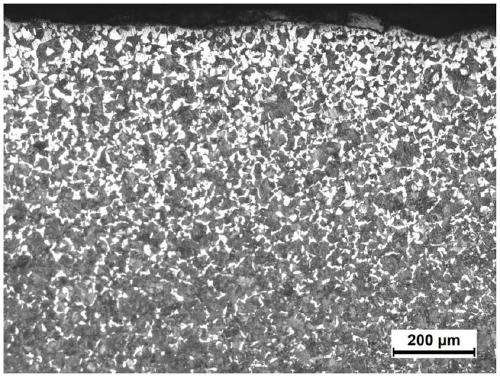
[0080] The effect after the peeling of Examples 1-10 is shown in Table 4. The schematic diagram of the surface decarburization morphology existing before peeling is shown in the attached image 3 , the schematic diagram of the appearance of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com