


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
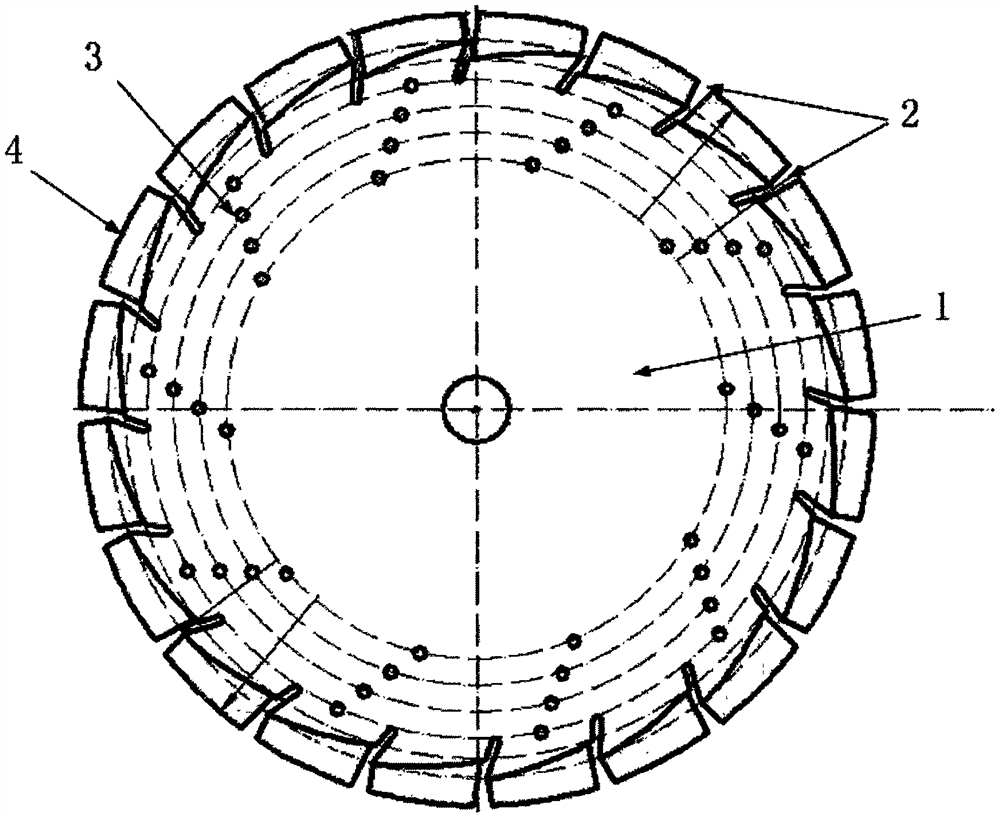
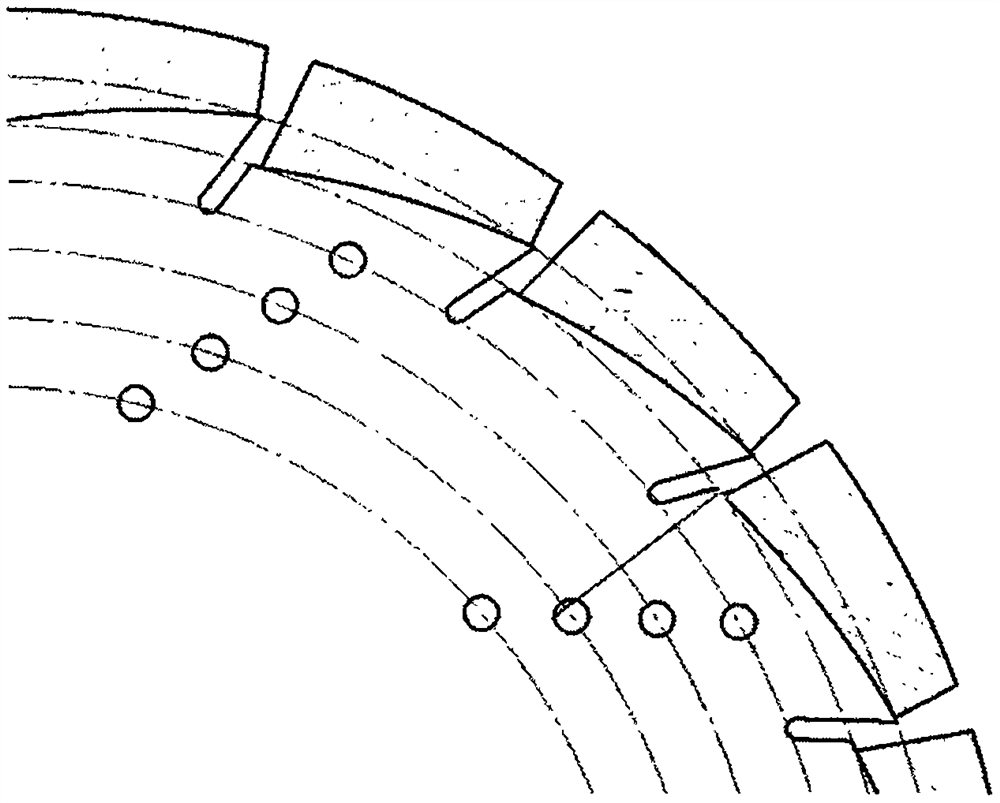
Mouthguard diamond saw blade and its laser welding preparation process
The invention relates to a diamond saw blade and a preparation process technology, which is applied in the field of tooth-guarding diamond saw blade and its laser welding preparation technology, and can solve problems such as difficulty in maintaining safety and stability, and achieve improved cutting efficiency, high cutting edge height, and high bonding strength. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] This embodiment is the preparation of porous laser welding sheet for mouthguard, the process is as follows:
[0040] 1. The base material is 30CrMo; the raw material composition of the cutter head is as follows (parts by weight):
[0041] 24 parts of copper, 31 parts of iron, 7.5 parts of nickel, 12 parts of cobalt, 6 parts of tin, 19.5 parts of rare earth alloy, 0.14 parts of liquid paraffin, and 1.6 parts of diamond.
[0042] The diamond particle size is 40 / 50, and the compressive strength is 25-40kg; the rare earth alloy is a La-Ni alloy, and the La in the La-Ni alloy is 15.5wt.%, and the balance is Ni.
[0043] 2. Substrate processing:
[0044] The steel plate is heat treated. The heat treatment process is: oil quenching at 870 degrees for 12 minutes, and then tempering at 460 degrees for 4 hours; the steel plate after heat treatment is processed into the shape of the matrix;
[0045] 3. Preparation of diamond cutter head:
[0046]The raw materials of the diamond...
Embodiment 2
[0053] This embodiment is the preparation of porous laser welding sheet for mouthguard, the process is as follows:
[0054] 1. The base material is 30CrMo; the raw material composition of the cutter head is as follows (parts by weight):
[0055] 25.5 parts of copper, 34 parts of iron, 8 parts of nickel, 12 parts of cobalt, 4.5 parts of tin, 20 parts of rare earth alloys, 0.12 parts of liquid paraffin, and 1.5 parts of diamond.
[0056] The diamond particle size is 40 / 50, and the compressive strength is 25-40kg; the rare earth alloy is a La-Ni alloy, and the La in the La-Ni alloy is 15.5wt.%, and the balance is Ni.
[0057] 2. Substrate processing:
[0058] The steel plate is heat treated. The heat treatment process is: oil quenching at 875 degrees for 10 minutes, and then tempering at 450 degrees for 4 hours; the steel plate after heat treatment is processed into the shape of the matrix;
[0059] 3. Preparation of diamond cutter head:
[0060] The raw materials of the diamo...
Embodiment 3
[0067] This embodiment is the preparation of porous laser welding sheet for mouthguard, the process is as follows:
[0068] 1. The base material is 30CrMo; the raw material composition of the cutter head is as follows (parts by weight):
[0069] 25 parts of copper, 36 parts of iron, 6.5 parts of nickel, 12 parts of cobalt, 4.5 parts of tin, 15 parts of rare earth alloys, 0.14 parts of liquid paraffin, and 1.5 parts of diamond.
[0070] The diamond particle size is 40 / 50, and the compressive strength is 25-40kg; the rare earth alloy is a La-Ni alloy, and the La in the La-Ni alloy is 15.5wt.%, and the balance is Ni.
[0071] 2. Substrate processing:
[0072] The steel plate is heat treated. The heat treatment process is: oil quenching at 875 degrees for 12 minutes, and then tempering at 480 degrees for 4 hours; the steel plate after heat treatment is processed into the shape of the matrix;
[0073] 3. Preparation of diamond cutter head:
[0074] The raw materials of the diamo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com