Medium-carbon wheel steel and heat treatment method thereof as well as preparation method of wheel
A heat treatment method and wheel steel technology, applied in heat treatment equipment, heat treatment furnaces, manufacturing tools, etc., can solve problems affecting the running quality and safety of wheels, abnormal wear of wheels, cracks, etc., so as to improve the anti-rolling contact fatigue performance and improve running Quality and safety, and the effect of improving the strength of the rim
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
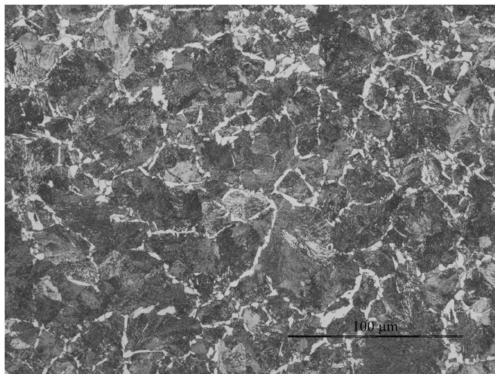
[0030] The molten steel whose chemical composition is shown in Example 1 in Table 1 is formed through electric furnace steelmaking process, LF furnace refining process, RH vacuum treatment process, round billet continuous casting process, ingot cutting hot rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: first, heat the wheel with the furnace to 850-870°C for 2.5 hours, and then spray water on the rim to cool the metal inside the rim to 500°C at a cooling rate of 2°C / s-5°C / s. ℃, and finally tempered at 480 ℃ for 4.0 hours.
[0031] Such as figure 1 , 4 As shown, the metallographic structure of the wheel rim prepared in this example is basically the same as that of the ER7 steel wheel, both of which are fine pearlite + a small amount of ferrite. The mechanical properties of the wheel of this embodiment are shown in Table 2 and Table 3, and the anti-rolling contact fatigue performance is sho...
Embodiment 2
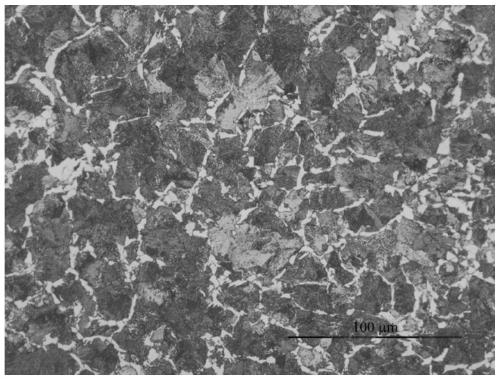
[0034] The molten steel whose chemical composition is shown in Example 2 of Table 1 is formed through electric furnace steelmaking process, LF furnace refining process, RH vacuum treatment process, round billet continuous casting process, ingot cutting hot rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: first, heat the wheel to 850-870°C with the furnace and keep it warm for 2.5-3.0 hours, then spray water on the rim to cool the metal inside the rim at a cooling rate of 2°C / s-5°C / s Below 500°C, finally temper at 480±10°C for 4.0-5.0 hours.
[0035] Such as figure 2 , 4As shown, the metallographic structure of the wheel rim prepared in this example is basically the same as that of the ER7 steel wheel, both of which are fine pearlite + a small amount of ferrite. The mechanical properties of the wheel of this embodiment are shown in Table 2 and Table 3, and the anti-rolling contact fatigue ...
Embodiment 3
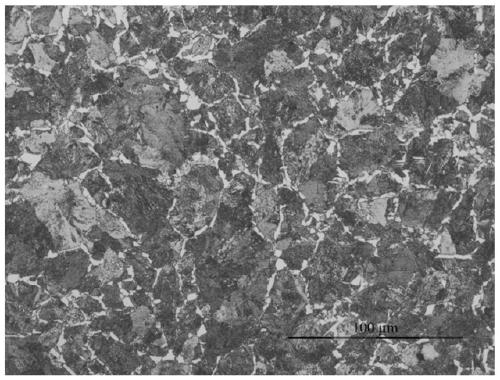
[0038] The molten steel whose chemical composition is shown in Example 3 in Table 1 is formed through the electric furnace steelmaking process, LF furnace refining process, RH vacuum treatment process, round billet continuous casting process, ingot cutting hot rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: first, heat the wheel with the furnace to 870-890°C for 3.0 hours, and then spray water on the rim to cool the metal inside the rim to 500°C at a cooling rate of 2°C / s-5°C / s. ℃, and finally tempered at 480 ℃ for 4.5 hours.
[0039] Such as image 3 , 4 As shown, the metallographic structure of the wheel rim prepared in this example is basically the same as that of the ER7 steel wheel, both of which are fine pearlite + a small amount of ferrite. The mechanical properties of the wheel of this embodiment are shown in Table 2 and Table 3. It can be seen from Table 2 that the rim impact per...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com