Main shaft front and back welding process based on welding main driving system
A drive system and welding process technology, applied in welding equipment, welding accessories, manufacturing tools, etc., can solve the problems of large welding current loss, affecting the quality of a weld forming, and the weight of the welding workpiece itself, and achieve the effect of high verticality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
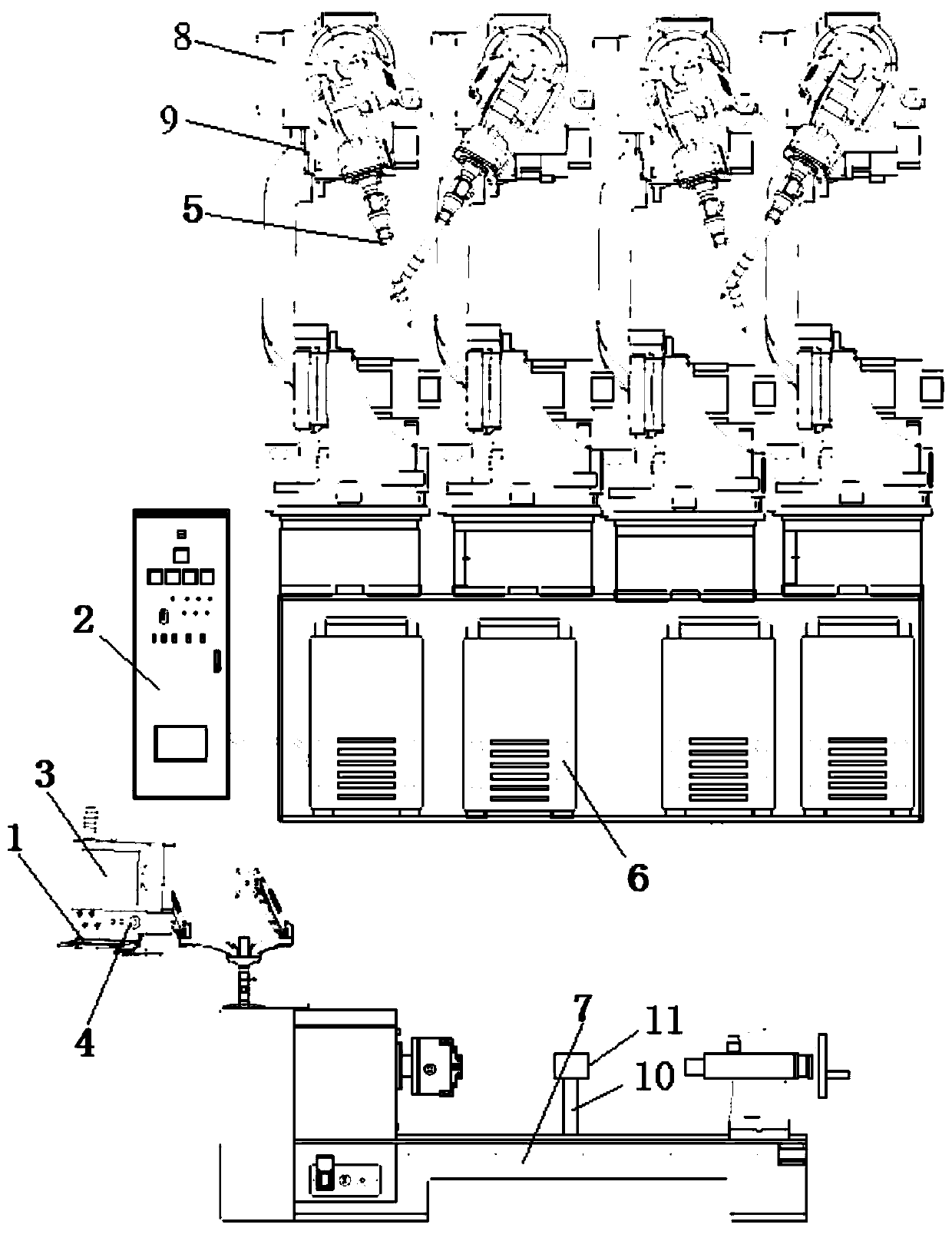
[0079] Embodiment: refer to attached Figure 1-11 , 4a, 4a 1, 4a 2, 4b, 4b 1, 4b2, 5a, 5b, as shown, the front and back welding process of the main shaft based on the welding total drive system includes the following process steps:
[0080] Front side welding
[0081] S1: Pre-spelling
[0082] Put the large flange 3 and small flange 2 on the main shaft 1 according to the requirements of the drawings, and fix them by spot welding on the non-groove side;
[0083] S2: warm up
[0084] Preheat the spot-welded spindle 1 in an oven at 230°C and keep it warm for 1 hour until the workpiece is at 150-200°C;
[0085] S3: Spindle 190 degree rotation installation
[0086] Refer to attached Figure 8 , 10 As shown, hoist the preheated main shaft 1 and armrest shaft to the welding workstation, and fix the main shaft 1 vertically through the 90-degree fixing device;
[0087] The 90-degree fixing device includes a vertical pile 11, an automatic compactor 10 fixed on the vertical pile 1...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com