A Welding Process of Large-diameter Thin-walled Double Tube Sheet and Cylinder Circumferential Seam
A technology of circular seam welding and double tube sheet, which is applied to welding equipment, manufacturing tools, arc welding equipment, etc., can solve the problems of heavy workload of dismantling, grinding and repairing, failure of equipment to pass through the pipe smoothly, and increased difficulty of repairing, etc., to eliminate The effect of welding residual stress, increasing rigidity, and simple tooling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0011] Below in conjunction with accompanying drawing, the present invention is described in further detail.
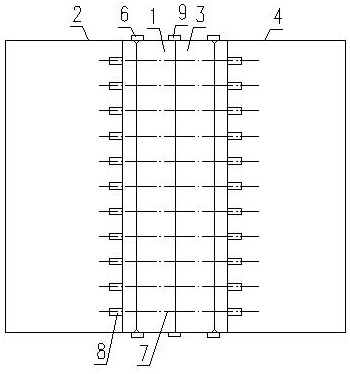
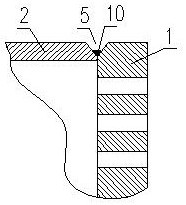
[0012] Such as figure 1 , figure 2 As shown, the welding process of the large-diameter thin-walled double-tube sheet and the circular seam of the cylinder in this embodiment includes the following steps: 1) Assembly: Assemble two groups of tube sheets 1 and tube sections 2, tube sheets 3 and tube sections 4 in place, each The group of tube sheets is connected with the bevel 5 of the barrel section, and the tube sheet 1 and barrel section 2, tube sheet 3 and barrel section 4 of the same group are all fixed by spot welding of several lacing plates 6; 2) Connection: two tube sheets The fronts of 1 and 3 (that is, the side that is not connected to the tube joint) are close together, and several tie rods 7 are used to pass through the tube holes of the two tube plates 1 and 3, and both ends of the tie rods 7 are fastened by nuts 8, and the The relative positions of the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com