Spot welding process method for high carbon equivalent cold-rolling dual phase steel
A technology with high carbon equivalent and process method, which is applied in the direction of welding equipment, manufacturing tools, resistance welding equipment, etc., can solve the problems of cracks in the nugget line, achieve simple and easy process design, improve tissue composition and stress state, The effect of improving spot welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
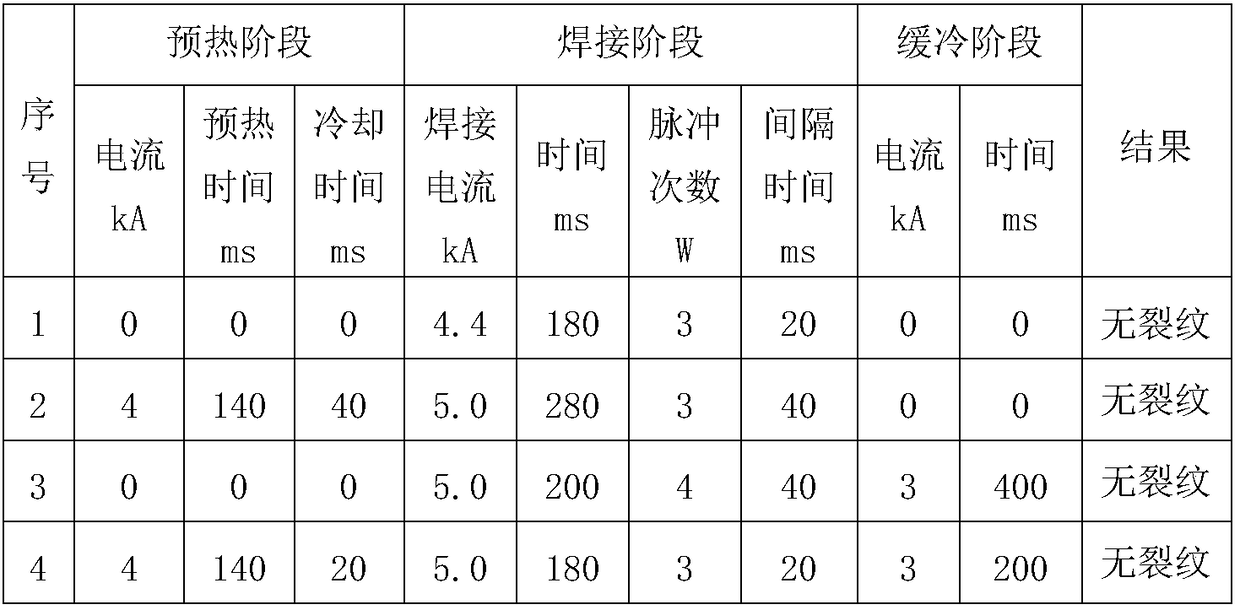
[0032] In the present embodiment, the spot welding test of 1.2 mm thick cold-rolled dual-phase steel plate (Ceq=0.50) was carried out according to the process described in the present invention, and 4 groups of tests were carried out in total. The specific spot welding process parameters and results are shown in Table 1; Welding electrode pressure 4kN.
[0033] Table 1 Example 1 spot welding process parameters and results
[0034]
Embodiment 2
[0036] In the present embodiment, the spot welding test of 1.2 mm thick cold-rolled dual-phase steel plate (Ceq=0.52) was carried out according to the process described in the present invention, and 4 groups of tests were carried out in total. The specific spot welding process parameters and results are shown in Table 2; Welding electrode pressure 4kN.
[0037] Table 2 Example 2 spot welding process parameters and results
[0038]
Embodiment 3
[0040] In the present embodiment, the spot welding test of the 1.8mm thick cold-rolled dual-phase steel plate (Ceq=0.58) was carried out according to the process described in the present invention, and 4 groups of tests were carried out in total. The specific spot welding process parameters and results are shown in Table 3; Welding electrode pressure 4kN.
[0041] Table 3 Example 3 spot welding process parameters and results
[0042]
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| carbon equivalent | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com