Casting process for directional control valve
A directional control valve and casting process technology, applied in manufacturing tools, casting molding equipment, casting molds, etc., to avoid overheating, ensure appearance quality, and ensure product dimensional accuracy.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] The invention provides a manufacturing process of a directional control valve, which mainly includes the following steps:
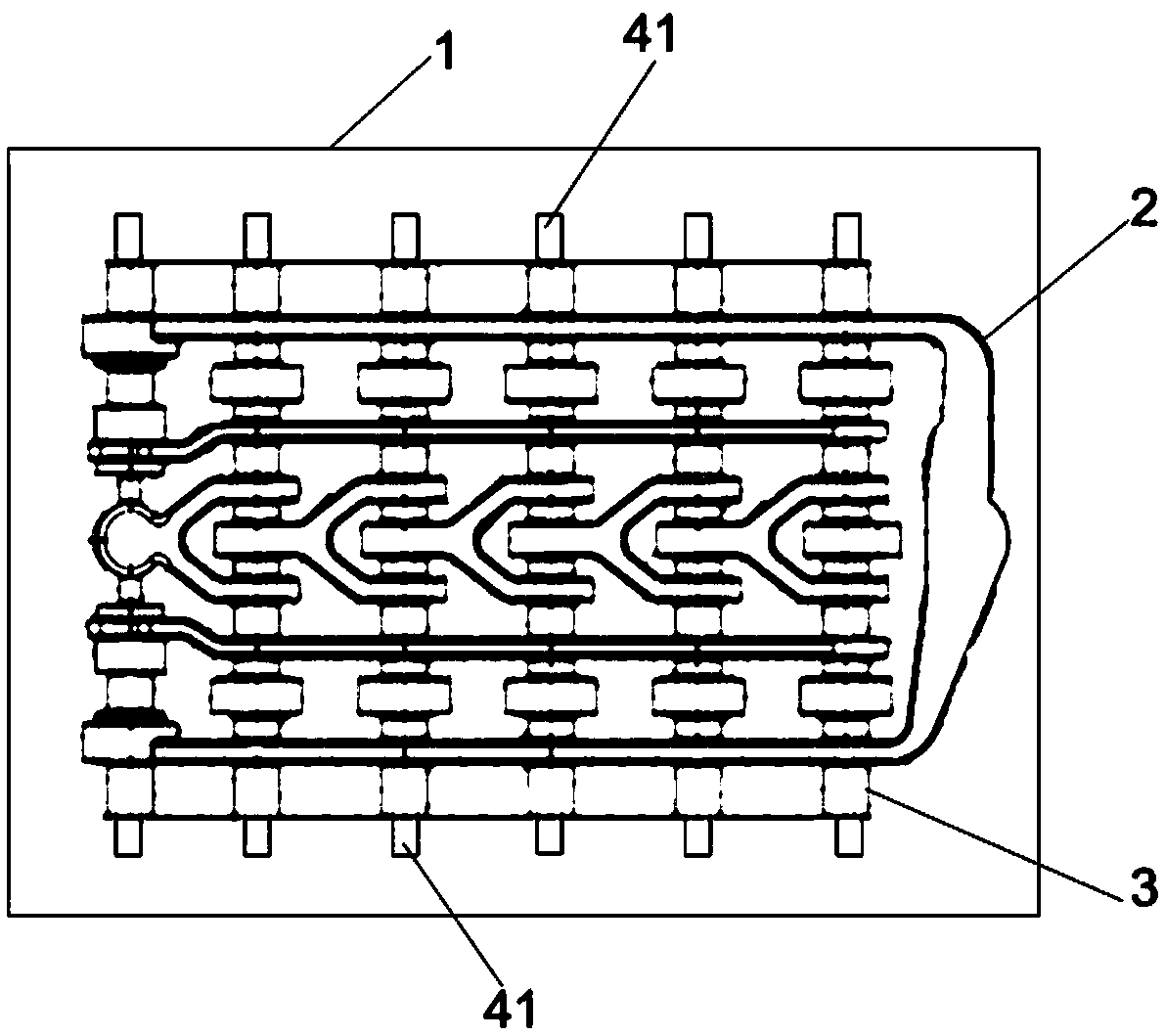
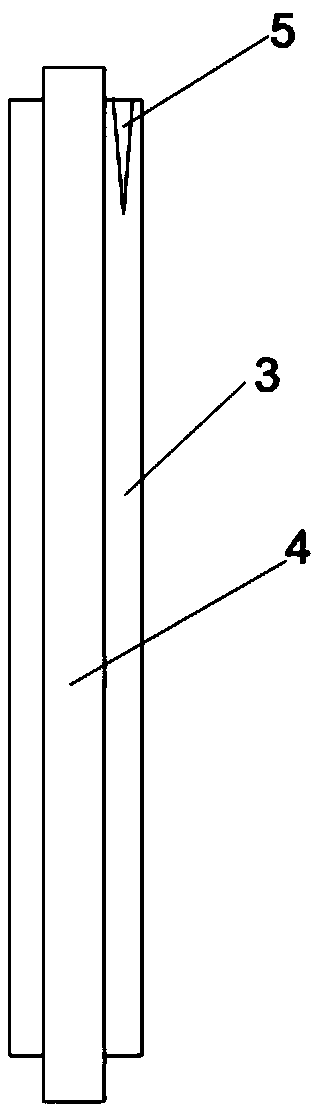
[0036] S1, molding process (as shown in the figure and figure 2 As shown): make a shell 1, and set a gate with a height of 8 mm and a length of 30 mm on the side of the shell 1; use resin sand molding to make a clay core 2, and set a core bone 4 in the clay core 2 and the ventilation needle 5, and the ventilation needle 5 is set away from the mandrel 4, and the mandrel 4 is made of steel pipe; the mud core 2 is polished after being made, and the two sides of the sand core 2 after polishing The core bone protruding part 41 is provided at the end; the mud core 2 is placed horizontally in the shell 1, and the core bone protruding part 41 is overlapped with the inside of the shell 1; the specific connection structure As follows: the top of the shell 1 is provided with a thermal insulation riser, the shell 1 includes an upper shell and a lower shell, ...
Embodiment 2
[0041] The invention provides a manufacturing process of a directional control valve, which mainly includes the following steps:
[0042] S1, molding process (as shown in the figure and figure 2 As shown): make a shell 1, and set a gate with a height of 8 mm and a length of 30 mm on the side of the shell 1; use resin sand molding to make a clay core 2, and set a core bone 4 in the clay core 2 and the ventilation needle 5, and the ventilation needle 5 is set away from the mandrel 4, and the mandrel 4 is made of steel pipe; the mud core 2 is polished after being made, and the two sides of the sand core 2 after polishing The core bone protruding part 41 is provided at the end; the mud core 2 is placed horizontally in the shell 1, and the core bone protruding part 41 is overlapped with the inside of the shell 1; the specific connection structure As follows: the top of the shell 1 is provided with a thermal insulation riser, the shell 1 includes an upper shell and a lower shell, ...
Embodiment 3
[0047] The invention provides a manufacturing process of a directional control valve, which mainly includes the following steps:
[0048] S1, molding process (as shown in the figure and figure 2 As shown): make a shell 1, and set a gate with a height of 8 mm and a length of 30 mm on the side of the shell 1; use resin sand molding to make a clay core 2, and set a core bone 4 in the clay core 2 and the ventilation needle 5, and the ventilation needle 5 is set away from the mandrel 4, and the mandrel 4 is made of steel pipe; the mud core 2 is polished after being made, and the two sides of the sand core 2 after polishing The core bone protruding part 41 is provided at the end; the mud core 2 is placed horizontally in the shell 1, and the core bone protruding part 41 is overlapped with the inside of the shell 1; the specific connection structure As follows: the top of the shell 1 is provided with a thermal insulation riser, the shell 1 includes an upper shell and a lower shell, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com