


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
High-rigidity high-toughness composite material applied to periphery of automobile engine and preparation method thereof
A technology for automobile engines and composite materials, which is applied in the field of high rigidity and high toughness composite materials and their preparations around automobile engines, and can solve problems such as performance degradation, living environment hazards, and environmental pollution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
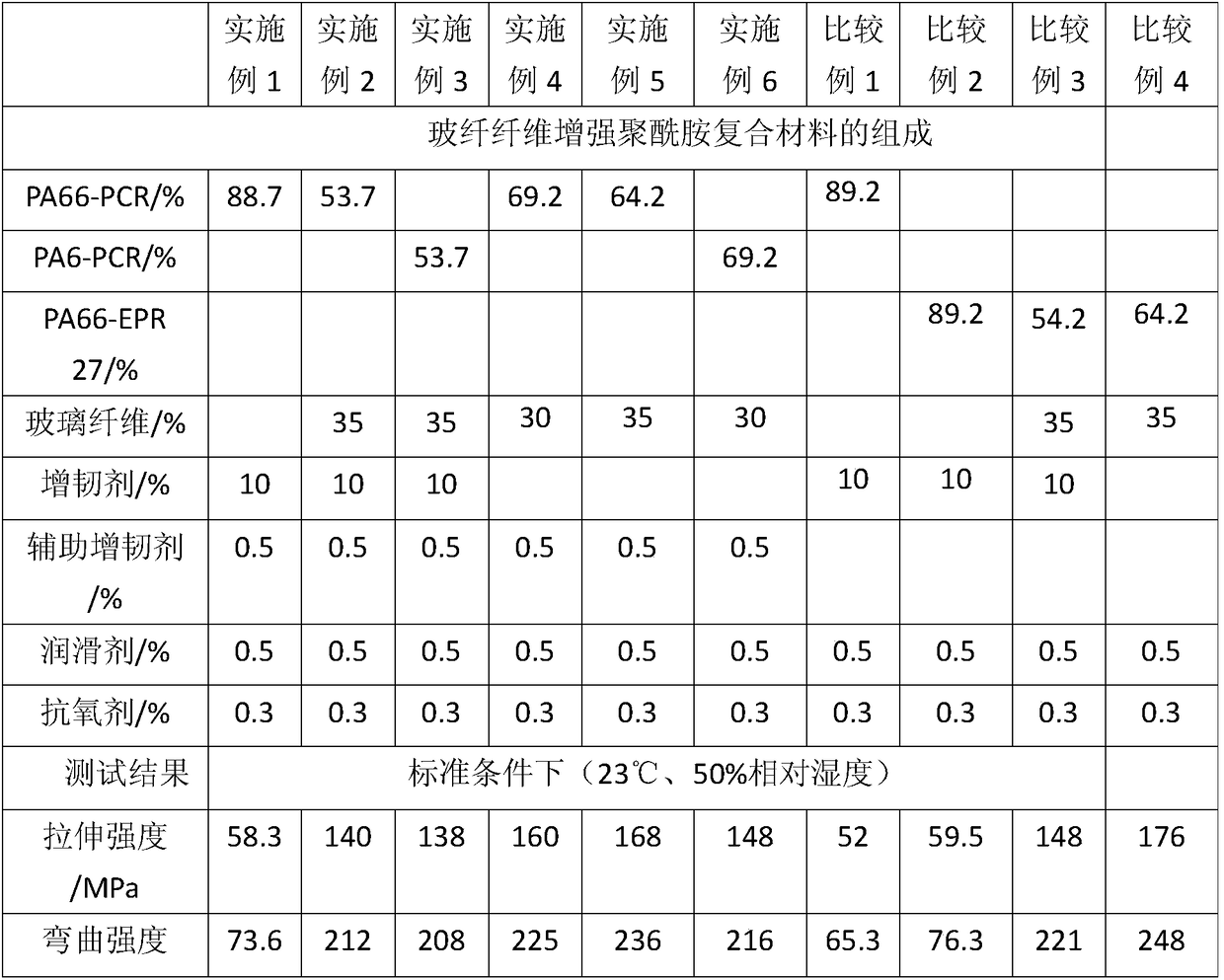
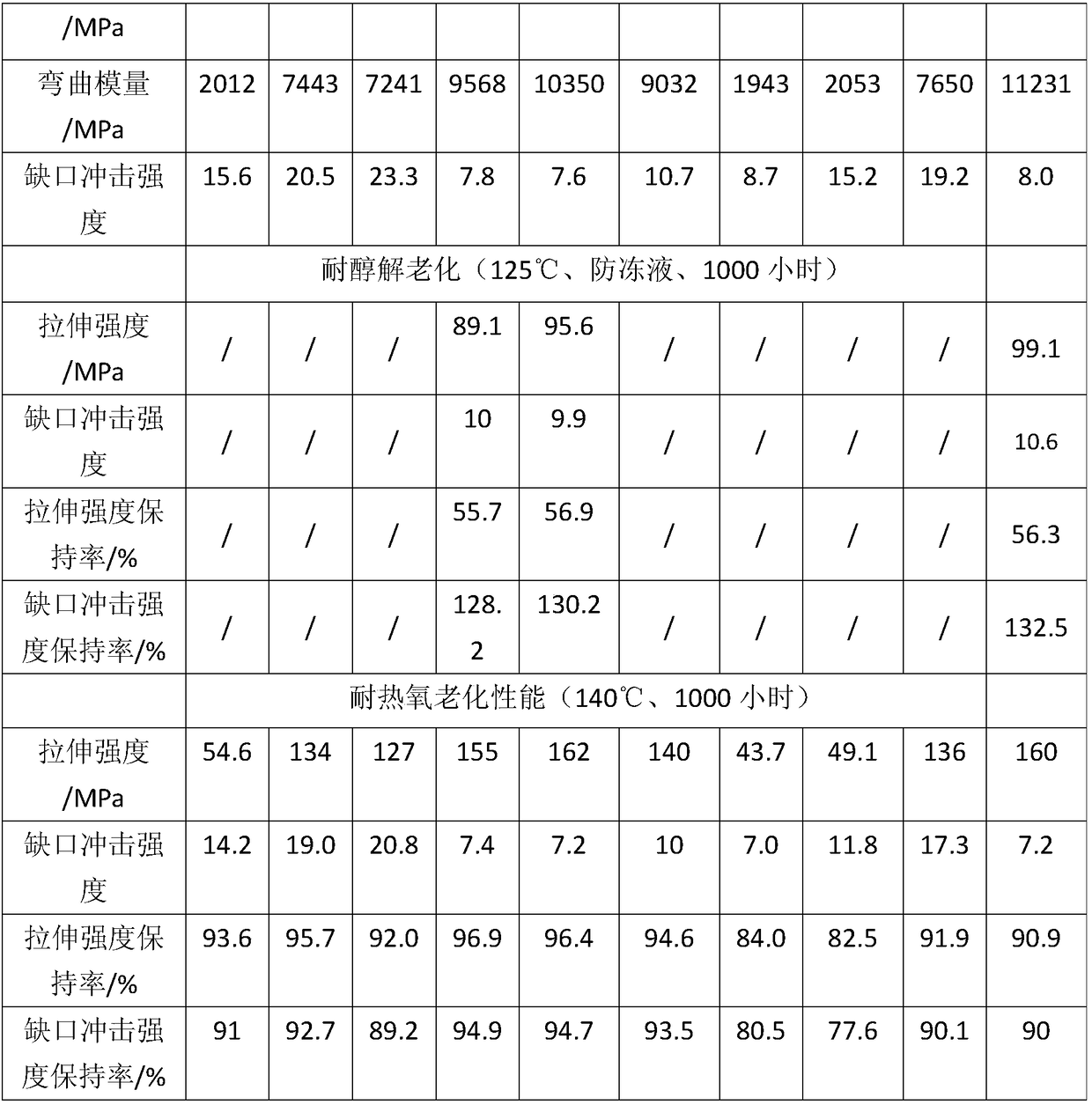
Embodiment 1
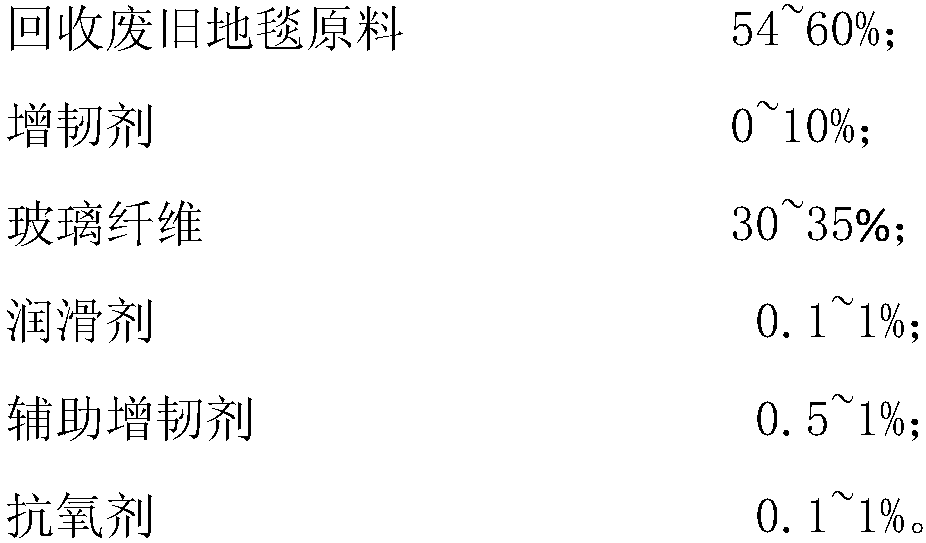
[0038] Weigh 8.87kg of recycled PA66-PCR from waste carpets, dry at 100°C for 4 hours, weigh 1kg of toughening agent, 500g of auxiliary toughening agent, 300g of antioxidant-H3386, and 500g of lubricant, and mix them uniformly in a high-speed mixer to obtain resin mixture, set aside.
[0039] The above-mentioned homogeneously mixed resin mixture is added into a twin-screw extruder (the diameter of the screw is 35mm, and the length-to-diameter ratio is L / D=40) through the main feed port, and the temperature of each section of the twin-screw extruder is set to (from feeding mouth to machine head) at 230°C, 240°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, twin-screw extruder speed is 360r / min, the extruded strips are cooled in a water tank, dried by a blast dryer, and pelletized by a pelletizer to obtain the product.
[0040] The above materials were dried at 120°C for 6 hours in a forced air drying oven, and then injection molded into standard strip...
Embodiment 2
[0042] Weigh 5.37kg of recycled PA66-PCR from waste carpets, dry at 100°C for 4 hours, weigh 1kg of toughening agent, 500g of auxiliary toughening agent, 300g of antioxidant-H3386, and 500g of lubricant, and mix them uniformly in a high-speed mixer to obtain Resin mixture, for subsequent use, weighs 3.5kg of glass fiber, for subsequent use.
[0043]The above-mentioned homogeneously mixed resin mixture is added into a twin-screw extruder (the diameter of the screw is 35mm, and the ratio of length to diameter is L / D=40) through the main feed port, and the glass fiber is added through side feeding, and the twin-screw extruder The temperature setting of each section (from the feeding port to the machine head) is 230°C, 240°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, 265°C, The twin-screw extruder rotates at a speed of 360r / min, and the extruded strips are cooled by a water tank, dried by a blast dryer, and pelletized by a pelletizer to obtain the product.
...
Embodiment 3
[0046] Weigh 5.37kg of recycled PA6-PCR from waste carpets, dry at 100°C for 4 hours, weigh 1kg of toughening agent, 500g of auxiliary toughening agent, 300g of antioxidant-H3386, and 500g of lubricant, and mix them evenly in a high-speed mixer to obtain Resin mixture, for subsequent use, weighs 3.5kg of glass fiber, for subsequent use.
[0047] The above-mentioned homogeneously mixed resin mixture is added into a twin-screw extruder (the diameter of the screw is 35mm, and the ratio of length to diameter is L / D=40) through the main feed port, and the glass fiber is added through side feeding, and the twin-screw extruder The temperature of each section is set to (from the feeding port to the machine head) 180°C, 210°C, 225°C, 225°C, 225°C, 225°C, 225°C, 225°C, 225°C, 225°C, 225°C, 225°C, The twin-screw extruder rotates at a speed of 360r / min, and the extruded strips are cooled by a water tank, dried by a blast dryer, and pelletized by a pelletizer to obtain the product.
[004...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| bending strength | aaaaa | aaaaa |
| flexural modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com