


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Hot forging method of wetland track plate and hot forging die thereof
A technology of hot forging molds and track shoes, which is applied in the direction of manufacturing tools, forging/pressing/hammer devices, forging/pressing/hammering machinery, etc., and can solve problems such as insufficient strength of casting track shoes, increased machine power consumption, and plastic deformation , to achieve balanced and stable mass production, reduce power consumption, and compact forging structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
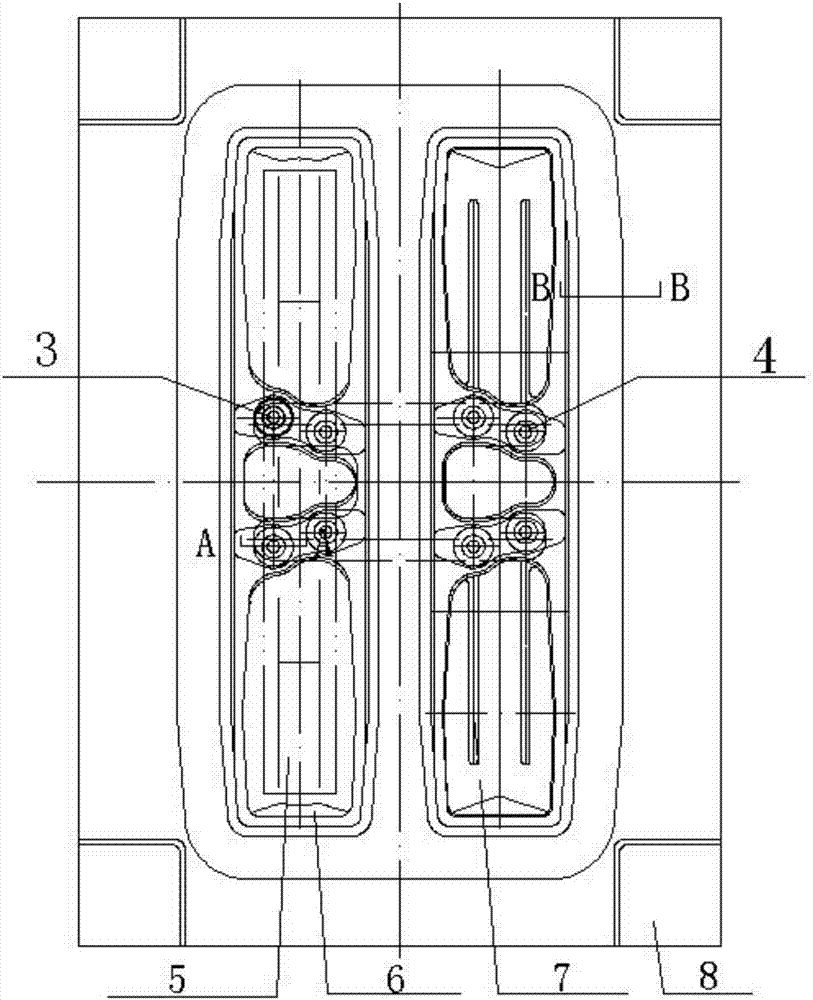
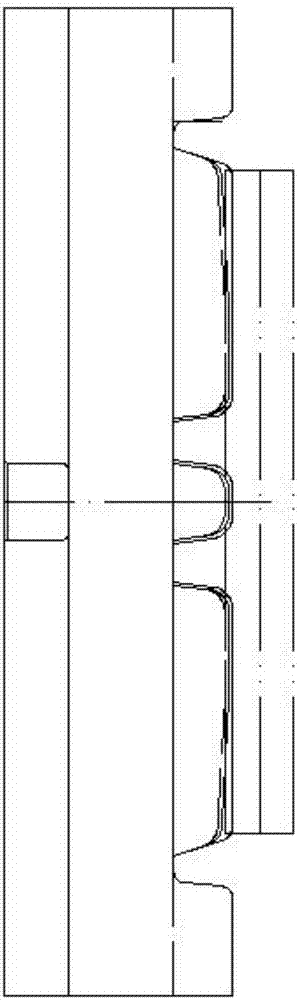
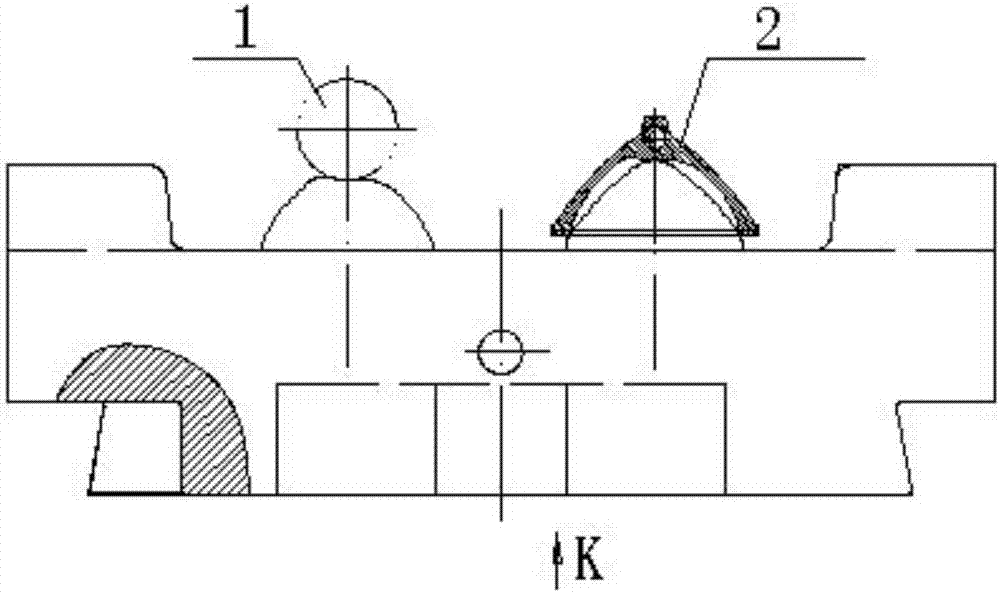
[0038] Such as Figure 1-Figure 16 As shown, the hot forging method of wetland track shoes includes the following steps: a. placing the blank 1 in an intermediate frequency induction furnace for diathermy, and the temperature is controlled at 1150±30°C; b. removing the oxide scale from the diathermy blank 1; c. Fully preheat the hot forging die, and maintain the temperature of the hot forging die at 200-300°C; d. Position the blank 1 after descaling through the groove 5 of the lower die into the pre-forging cavity 6 of the lower die, and the upper die The blank 1 is hit downwards to form the pre-forging; e. The upper die moves upward, and the pre-forging ejector rod of the pre-forging cavity 6 of the lower die ejects the pre-forging 2; f. Moves the pre-forging 2 into the final forging cavity 7 of the lower die , the upper die goes down to hit the pre-forging 2, and the final forging is formed; g. the upper die moves up, and the final forging ejector rod of the lower die's fina...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com