


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Zigzag push head for tube hydroforming
An internal high-pressure forming and zigzag technology, applied in the field of high-pressure forming molds, can solve the problems of radial expansion of the pipe diameter, increased feeding resistance of the pipe blank, wear of the mold or pusher, etc. Smooth, enhanced sealing effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
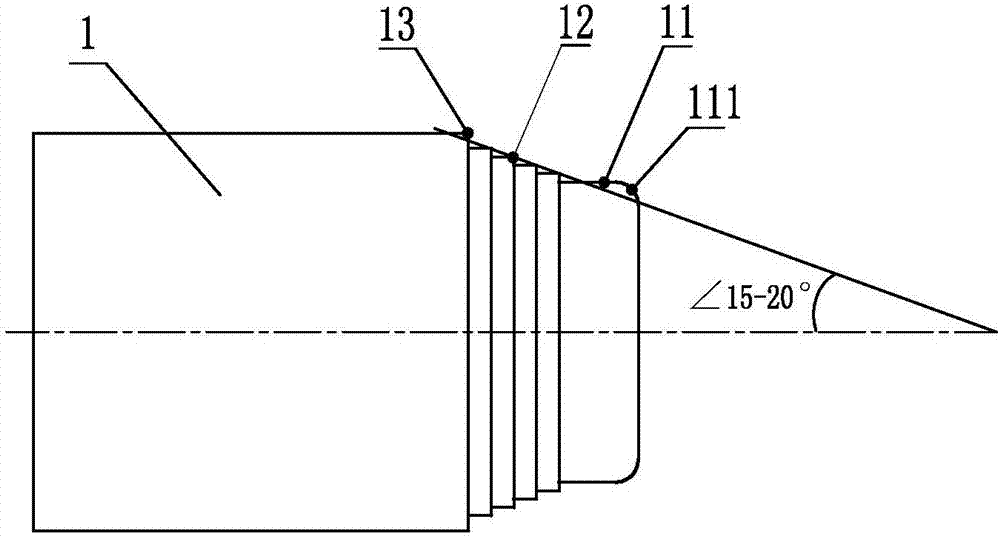
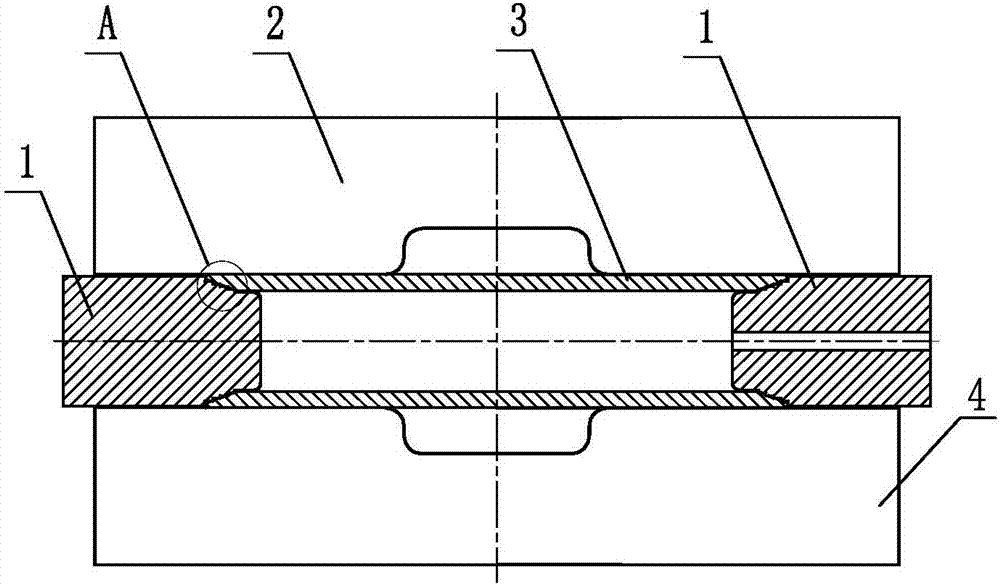
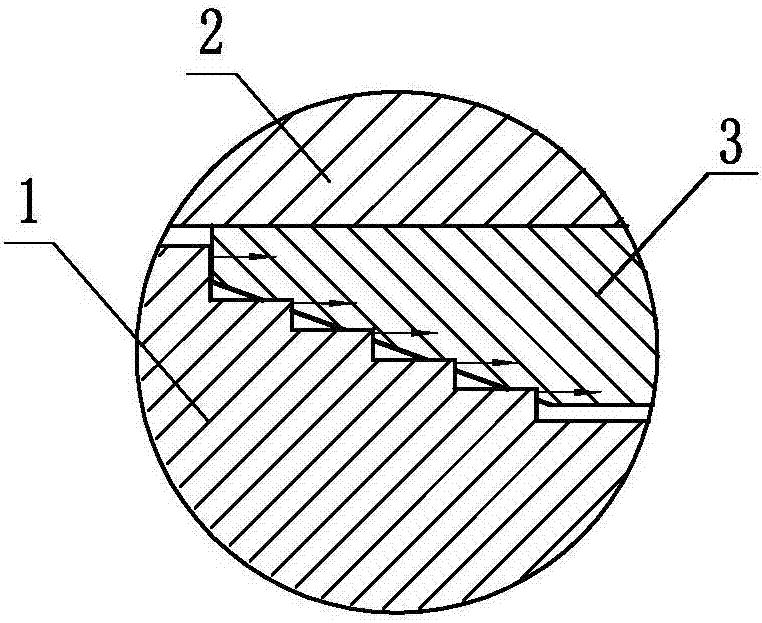
[0024] as attached figure 1 As shown, a zigzag push head structure for high pressure forming in pipes includes a push head body 1, the front end of the push head body is a zigzag seal head, including a guide head 11 and a zigzag seal section, the guide The positive head is a cylinder with a diameter smaller than the inner diameter of the tube blank (in this embodiment, the diameter of the guiding section is 0.05-0.10mm smaller than the inner diameter of the tube blank, and the section length of the pushing head is 2-10mm, and the section length value is about the outer diameter of the tube blank. 10% but not less than 2mm, not more than 10mm), the front end of the push head is provided with a rounded corner 111; the rear end of the guide head cylinder is a zigzag sealing section, and the zigzag sealing section includes 4 stages with the same length and diameters step by step For circular bosses with increased equal difference (the circular bosses with the same length refer to ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com