


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Manufacturing method of high-strength non-oriented silicon steel for new energy vehicle driving motor
A new energy vehicle and drive motor technology, applied in the field of electrical steel manufacturing, can solve problems such as difficult processing and difficult to meet performance requirements, achieve good magnetic properties, improve mechanical strength and toughness, and control the effects of precipitate characteristics.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0042] The molten steel smelted in a vacuum induction furnace contains 0.002% by weight of C, 2.8% of Si, 0.2% of Mn, 2% of Al, 0.5% of Ni, 0.5% of Cr, 0.08% of Nb, 0.003% of O, 0.004% of S, N 0.004%, P 0.005%, the balance is Fe and inevitable inclusions; where Nb / 93-(C / 12+N / 14)=0.08 / 93-(0.002 / 12+0.004 / 14)=0.00086-(0.00017 +0.00029)=0.0004;
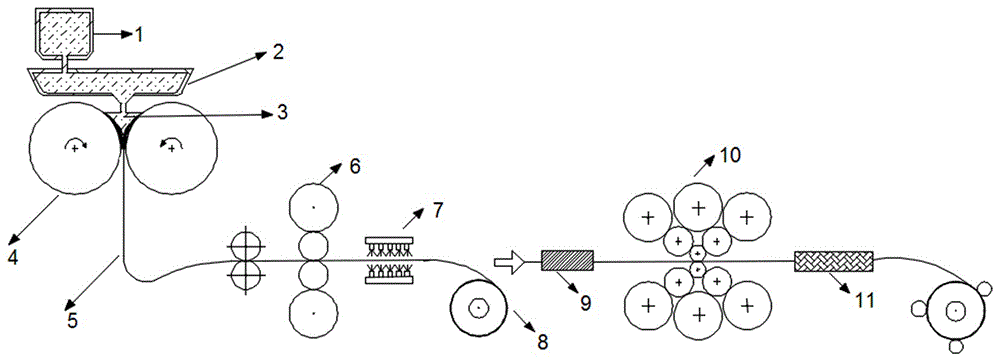
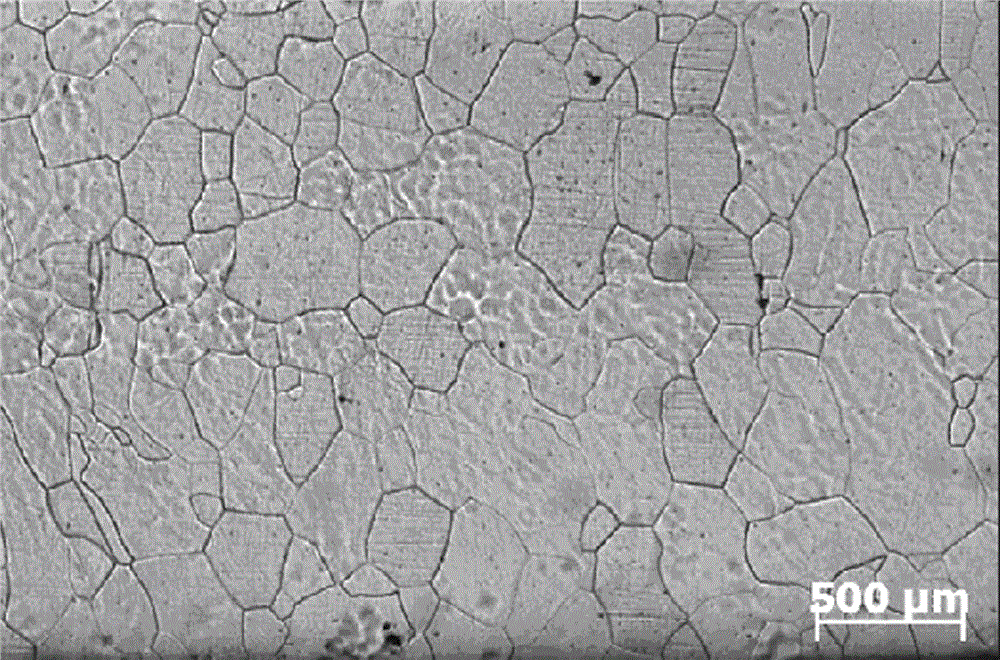
[0043] The molten steel is introduced into the tundish and poured into the twin-roll strip continuous casting equipment for continuous casting through the distribution nozzle. Obtain a cast strip with a thickness of 2.7mm; the metallographic structure is as figure 2 shown;
[0044] The cast strip is air-cooled to 1100°C and then hot-rolled on-line. The hot-rolling start temperature is 1100°C, the final rolling temperature is 900°C, and the reduction is 26%.
[0045] The hot-rolled sheet is pickled to remove surface oxide scale, and then cold-rolled for 6 passes to obtain a cold-rolled sheet with a thickness of 0.35 mm;
[0046] The c...
Embodiment 2
[0049] Molten steel smelted in a vacuum induction furnace, its composition contains C 0.003%, Si 3.1%, Mn 1.0%, Al 1.2%, Ni 1.5%, Cr 2.0%, Nb 0.12%, O 0.003%, S 0.004% by weight percentage, N 0.002%, P 0.005%, the balance is Fe and inevitable inclusions; where Nb / 93-(C / 12+N / 14)=0.12 / 93-(0.003 / 12+0.002 / 14)=0.0013-( 0.00025+0.00014)=0.0009;
[0050] The molten steel is introduced into the tundish and poured into the twin-roll thin strip continuous casting equipment for continuous casting through the distribution nozzle. Obtain a cast strip with a thickness of 2.6mm;
[0051] The cast strip is air-cooled to 1120°C and then hot-rolled online. The hot-rolling start temperature is 1120°C, the final rolling temperature is 930°C, and the reduction is 35%.
[0052] The hot-rolled sheet is pickled to remove surface oxide scale, and then cold-rolled for 5 passes to obtain a cold-rolled sheet with a thickness of 0.35mm;
[0053] The cold-rolled sheet is annealed, and the annealing trea...
Embodiment 3
[0056] Molten steel smelted in a vacuum induction furnace, its composition contains C 0.004%, Si 3.5%, Mn 0.5%, Al 0.5%, Ni 1.0%, Cr 3%, Nb 0.15%, O 0.003%, S 0.004% by weight percentage, N 0.003%, P 0.005%, the balance is Fe and inevitable inclusions; where Nb / 93-(C / 12+N / 14)=0.15 / 93-(0.004 / 12+0.003 / 14)=0.0016-( 0.00033+0.00021)=0.0011;
[0057] The molten steel is introduced into the tundish and poured into the twin-roll strip continuous casting equipment for continuous casting through the distribution nozzle. Obtain a cast strip with a thickness of 2.5mm;
[0058] The cast strip is air-cooled to 1140°C and then hot-rolled on-line. The hot-rolling start temperature is 1140°C, the final rolling temperature is 980°C, and the reduction is 28%.
[0059] The hot-rolled sheet is pickled to remove surface oxide scale, and then cold-rolled for 4 passes to obtain a cold-rolled sheet with a thickness of 0.35mm;
[0060] The cold-rolled sheet is annealed, and the annealing treatment ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Average size | aaaaa | aaaaa |
| Magnetic induction | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com