Reduction of Residual Stress by Reducing Lateral Temperature Difference of Hot Strip after Rolling
A technology of residual stress and hot-rolled strip steel, applied in the direction of contour control, etc., can solve problems such as strip bending and waves, and achieve the effects of reducing transverse temperature difference, improving strip shape, and reducing edge wave defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
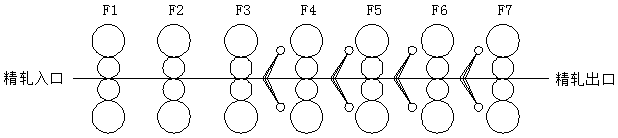
[0047] Implement the present invention in 1780 production lines of certain hot-rolling factory. For a certain batch of strip steel that is prone to wave shape tracking, the width of the strip steel is 1300mm, and the thickness is 2.75mm. Block the edge nozzles of the cooling water between the racks between F5-F6 until the remaining 1200mm in the middle, track the exit temperature of the finish rolling, the average temperature difference between the edge and the middle is 27°C, and the temperature difference is less than 30°C, satisfying The temperature control object of the present invention. Tracking the shape of the strip steel, there is no wave shape in the strip steel. According to the wave shape theory, it shows that the residual stress of the strip steel decreases.
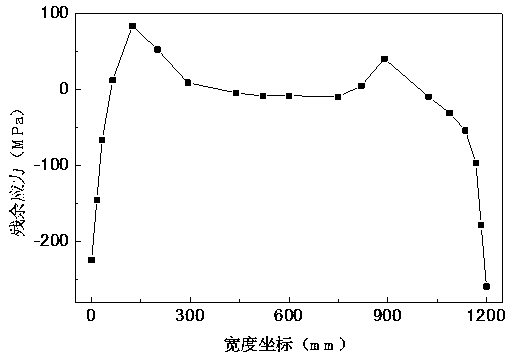
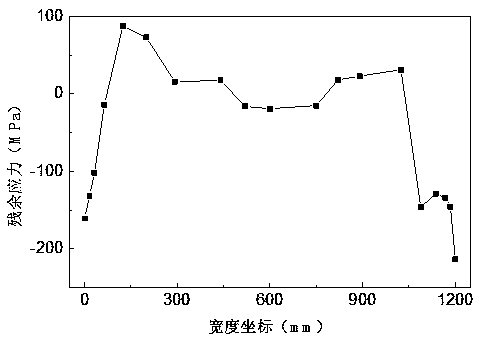
[0048] image 3 It is the head 200m position and the tail 200m position of a coil of this kind of strip steel. When the cooling water between the racks is turned on during the production of the tail of th...
Embodiment 2
[0051] A certain batch of strip steel has a width of 1400mm and a thickness of 3.5mm. Block the side nozzles of the cooling water between F6-F7 racks, track the exit temperature of the finish rolling to the remaining 1300mm in the middle, the average temperature difference between the side and the middle is 32°C, and the temperature difference is less than 36°C, which meets the temperature control target of the present invention . Tracking the shape of the strip steel, there is no wave shape in the strip steel. According to the wave shape theory, it shows that the residual stress of the strip steel decreases.
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| residual stress | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com