A kind of circular seam welding method of inner liner of stainless steel gas cylinder
A technology of circular seam welding and stainless steel, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as difficulty in assembling the cylinder and head, low non-destructive testing pass rate, and inability to guarantee product quality. Low cost of use and maintenance, prevention of slag inclusion, and easy installation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The embodiments of the present invention are described in detail below. This embodiment is implemented on the premise of the technical solution of the present invention, and detailed implementation methods and specific operating procedures are provided, but the protection scope of the present invention is not limited to the following implementation example.
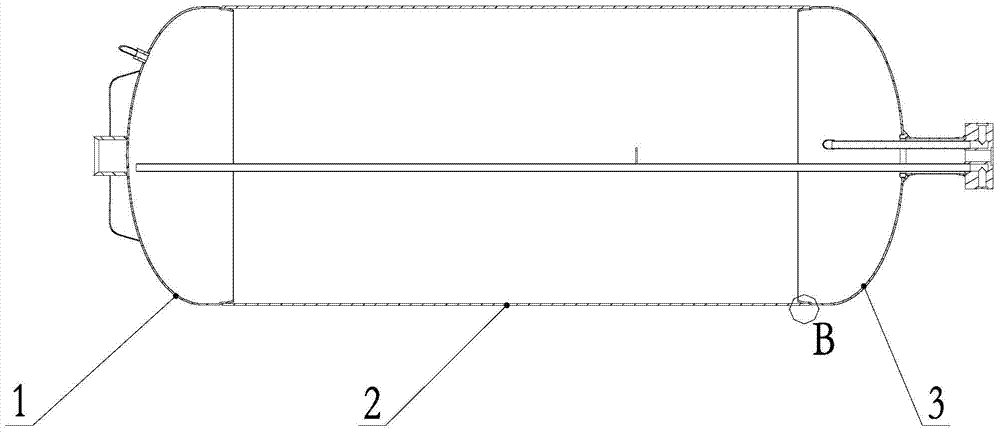
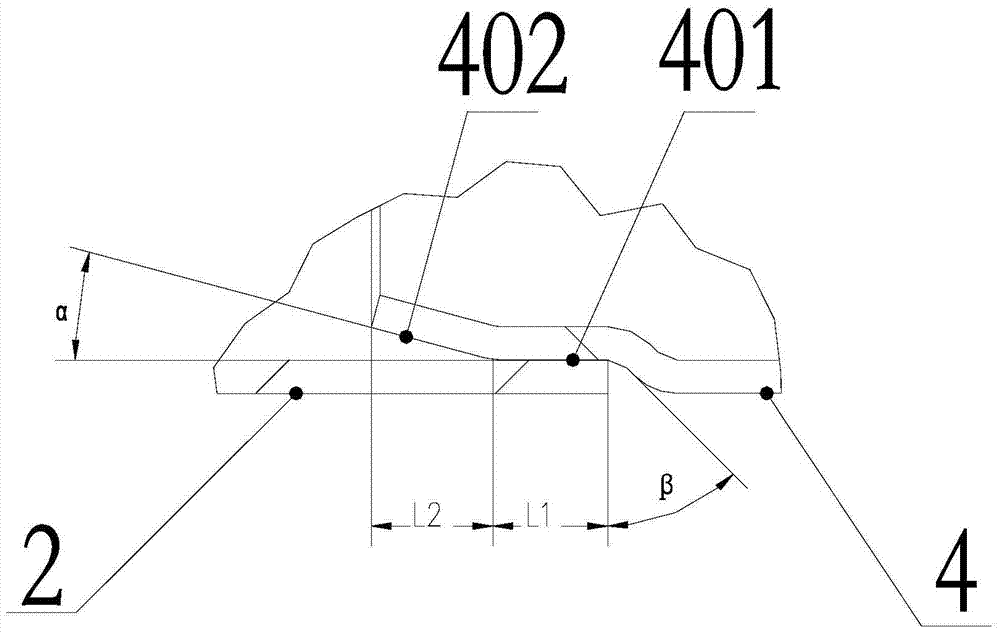
[0029] Such as figure 1 and figure 2 As shown, the gas cylinder of this embodiment includes a front head assembly 3, an inner tank body 2 and a rear head assembly 1 in sequence, and it is characterized in that the necking structure 4 is respectively arranged on the front head assembly 3 and the rear head assembly 1. On the rear head assembly 1, the necking structure 4 includes a primary necking 401 and a secondary necking 402, the primary necking 401 is a linear structure, and the secondary necking 402 is an inclined structure. The first end of the primary constriction 401 is fixedly connected to the correspondi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com