Rolling speed optimization method with benefit control as target in cold continuous rolling process
A technology of rolling speed and optimization method, which is applied in the field of metallurgical cold rolling, and can solve the problems of low benefit
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
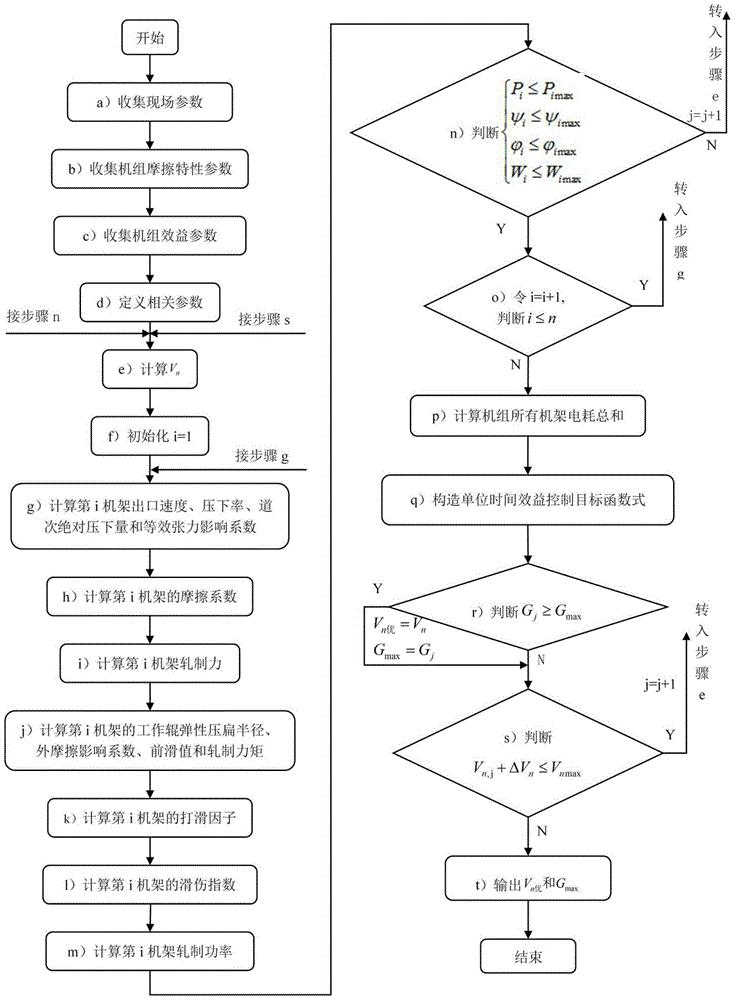
[0043] case figure 1 The overall calculation block diagram of the rolling speed optimization method with the goal of benefit control in the cold tandem rolling process is shown. First, in step (a), field parameters are collected, including: the thickness h of the entrance and exit of the five racks i-1 ,hi (mm) {(2.50, 1.85), (1.85, 1.16), (1.16, 0.82), (0.82, 0.56), (0.56, 0.45)}, five rack roll radius R i (mm) {265, 237, 249, 266, 264}, five rack motor efficiency η i {0.85, 0.84, 0.86, 0.85, 0.87}, strip density ρ=7850(kg / m 3 ), five racks emulsion flow rate Q i (L / min) {3050, 3450, 3500, 3600, 3900}, five rack strip width B i =1020(mm), Young's modulus E=210GPa, Poisson's ratio v=0.3, the average deformation resistance of five racks K mi (Mpa) {373, 475, 541, 576, 612}, tension T at the inlet and outlet of five racks i-1 , T i (Mpa) {(49, 160), (160, 170), (170, 170), (170, 180), (180, 69)}, the rolling tonnage Z of five stands after changing rolls i (t) {2228, 1940,...
Embodiment 2
[0072] First, in step (a), field parameters are collected, including: five rack inlet and outlet thicknesses h i-1 , h i (mm) {(1.82, 1.15), (1.15, 0.81), (0.81, 0.55), (0.55, 0.40), (0.40, 0.25)}, five rack roll radius R i (mm) {265, 250, 250, 250, 250}, motor efficiency η of five racks i {0.90, 0.89, 0.89, 0.85, 0.88}, strip density ρ=7850(kg / m 3 ), five racks emulsion flow rate Q i (L / min) {3000, 3400, 3600, 3800, 4200}, five rack strip width B i = 1800 (mm), Young's modulus E = 210GPa, Poisson's ratio v = 0.3, five racks average deformation resistance K mi (Mpa) {392, 485, 561, 596, 652}, tension T at the inlet and outlet of five racks i-1 , T i (Mpa) {(51, 176), (176, 176), (176, 150), (150, 176), (176, 68)}, the rolling tonnage Z of five stands after changing rolls i (t) {2028, 1830, 1750, 2120, 2450}, rolling kilometers L after the work roll change of five racks i (Km) {160, 150, 150, 160, 170}, the maximum rolling pressure P of five stands imax (t) {1500, 1500...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Young's modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com