Tension optimizing and compensating method for adjusting rolling force
A tension optimization and rolling force technology, applied in the direction of rolling force/roll gap control, tension/pressure control, etc., can solve the problems of surface quality reduction, out-of-tolerance strip shape, and increased rolling force, and achieve improved The effect of strip rolling product quality, great economic benefit, and improved control accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
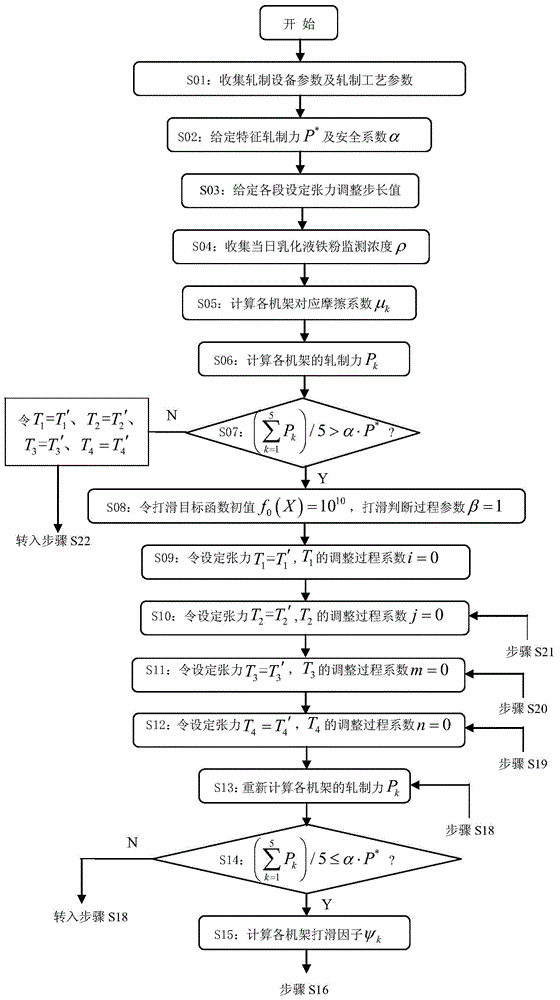
[0049] image 3 with Figure 4 Is an embodiment of the tension optimization compensation method for rolling force adjustment of the present invention. image 3 with Figure 4 In the control flow chart shown, the tension optimization compensation method of the present invention includes the following steps:
[0050] S01: Collect all equipment and rolling process parameters in the current rolling process, including the diameter D of the work roll of each stand 1 =513mm, D 2 =486.5mm, D 3 =532mm, D 4 =532.5mm, D 5 =493.3mm; actual reduction rate ε 1 =24.64748%, ε 2 =37.26682%, ε 3 =31.95121%, ε 4 =32.04431%, ε 5 =24.91337%; actual tension:
[0051] T 0 ′=132.57kN,
[0052] T 1 ′=255, 64kN,
[0053] T 2 ′=156.84kN,
[0054] T 3 ′=105.24kN,
[0055] T 4 ′=75.6kN,
[0056] T 5 ′=29.55kN;
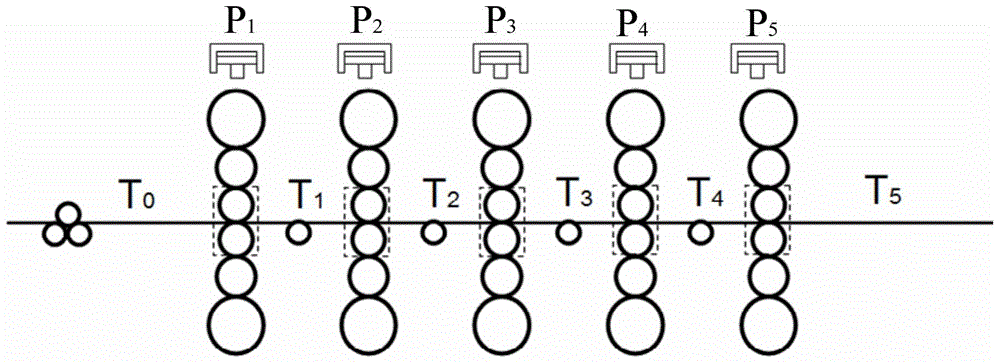
[0057] Maximum tension allowed by the unit T max =300kN, and the incoming strip thickness h 0 =2.82mm, width B=955mm, exit thickness h 5 =0.455mm, steel grade is SPHC; see figure 2 .
[0058] S02: Given ch...
Embodiment 2
[0102] S01: Collect all equipment and rolling process parameters in the current rolling process, including the diameter D of the work roll of each stand 1 =514.4mm, D 2 =488.1mm, D 3 =535.2mm, D 4 =525mm, D 5 =509.8mm; actual reduction rate ε 1 =32.74609%, ε 2 =40.12407%, ε 3 =38.78635%, ε 4 =36.42558%, ε 5 =32.1913%; actual tension:
[0103] T 0 ′=74.06001kN,
[0104] T 1 ′=122.8kN,
[0105] T 2 ′=80.2N,
[0106] T 3 ′=49.76kN,
[0107] T 4 ′=37.6kN,
[0108] T 5 ′=12.05kN;
[0109] Maximum tension allowed by the unit T max =300kN, and the incoming strip thickness h 0 =1.82mm, width B=839mm, exit thickness h 5 =0.19mm, steel type is MRT4CA;
[0110] S02: Given characteristic rolling force P * =6569.932kN, safety factor α=1.2;
[0111] S03: Set tension adjustment step value ΔT for each segment s = T s ' / N, in this embodiment, the total number of tension adjustment steps N=20,
[0112] ΔT 1 =T 1 / 20=6.14kN,
[0113] ΔT 2 =T 2 / 20=4.01kN,
[0114] ΔT 3 =T 3 / 20=2.488kN,
[0115] ΔT 4 =T 4 / 20=1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com